












| 著者 | 作成日 | VERSION | 書類番号 |
|---|---|---|---|
| ピーター・マーシャル博士 | 2020年4月8日 | V60 | CC11 – 00101 |
概要
CCP Gransdenは、Ceramicxにアプローチして、成形作業のために熱可塑性炭素繊維プリプレグ材料を加熱する赤外線オーブンを構築しました。 このテスト作業は、販売提案(CSP 000 008)で定義された機能の一部として実行されました。 フェーズ425には、このプロジェクトの赤外線ヒーターの評価と選択が含まれ、規定されている最低材料温度はXNUMX°Cです。
素材の説明
2つの材料の3つのサンプルが230 x 230 x 1mmのピースで受信されました。 これらの場合、マトリックスはPEEKでした1 およびPPS2。 PEKKの小さなサンプル3 200 x 150 x 2mmの寸法も受け取りました。 素材は硬く、滑らかで、光沢のある黒い仕上げでした。 PEEKおよびPPSサンプルの表面の表面に小さなパターンが見えました。
PEEKおよびPPSサンプルは、115 x 115 mmの断片にカットされました。 PEKK素材は100 x 75mmのピースにカットされました。
方法
2つの異なるヒーターファミリが評価されました。 ハロゲン(QHおよびQT)および黒色中空セラミック(FFEH)。 いずれの場合も、プラテンは調整可能な高さで材料サンプルの上下に取り付けられました。
FastIR
CeramicxのFastIR 500ユニットの2つを材料の上下に取り付けることができるように、取り付けシステムが製造されました。 FastIR 500は、500 x 500 mmケース内に並列に取り付けられた7つの発熱体で構成されています。 これらのチューブの間隔は81mmです。 1500Wおよび2000W 'long'(全長:473mm)要素が使用され、それぞれ21または28kWの2つのユニットからの合計出力が得られました。 ヒーターユニットは、素子表面とサンプル間の距離が55mmと95mmの間で変化するように取り付けられました。
使用した実験プロトコルは次のとおりです。
- ファンがオンになっています
- 中央の3つの発熱体のスイッチがオン、上部、下部
- 4つの加熱素子の外側、上部、下部の順にオン
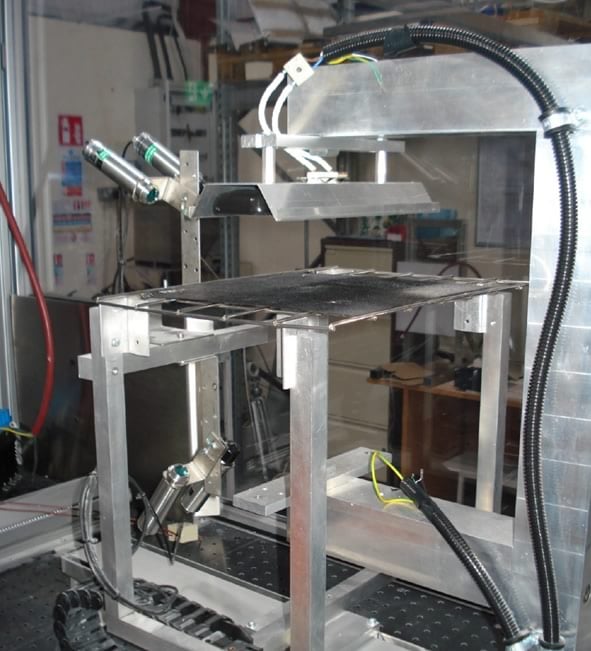
2つのFastIRユニット間のサンプルの画像を図1に示します。 2つの加熱ユニット間のギャップを囲むために何も使用されませんでした
要素
FastIRユニットには2種類のエレメントを取り付けることができます。 石英ハロゲンおよび石英タングステン。 これらの要素は、異なるピーク赤外線波長を放出します。 約1.0 –1.2μmのハロゲンと1.6 –1.9μmの間のタングステン。 各チューブの直径は10mm、全長は473mm、加熱された長さは415mmです。

ブラックホロウ
カスタムヒーティングプラテンは、Ceramicxの2W FFEH要素の7 x 800マトリックスを組み込むように設計され、各プラテンに11.2kWの電力を供給します。 このマトリックスは、510 x 510mmケースに入れられ、上記のFastIRシステムと同じフレームに取り付けられました。 実験プロトコルが使用されました。 ただし、これらのプラテンではファンは使用されませんでした。 これらの要素間の距離は65mmでした。
50と100mmの2つの異なる要素とサンプルの距離が使用されました。 繰り返しますが、2つの加熱ユニットの間の隙間は開いたままです。
要素
Ceramicxの黒い中空素子は、中程度から長い領域(2 –10μm)でピーク波長を放射します。 各要素の寸法は245 x 60mm(lxw)です。 セラミック要素に関連するより長い波長は、多くの高分子材料を加熱するのに非常に効率的です。
セットアップ
M3ネジを使用して、タイプKの熱電対をサンプルの表面に固定しました。 セラミックセメントは試用されましたが、これは材料の表面に付着しませんでした。 高温が必要な場合、使用可能な接着剤は安定しないため、機械的な固定が必要とみなされました。 熱電対は各試験片の中央に配置され、図10に示すように、端から30mm(エッジ)および2mm(クォーター)も配置されました。 これにより、熱電対がチューブ要素の真上および要素間の中央に配置され、最大温度差が記録されます。 温度データは1秒間隔で記録されました。
サンドイッチ試験
サンドイッチテスターは、図2に示すように、先進の材料熱応答試験機です。 さまざまなタイプの赤外線ヒーターは、垂直に上下に向いた2つの位置に取り付けることができます。 これにより、テスト対象の材料を上部および/または下部から加熱できます。 4つの非接触光学高温計を使用して、テスト対象の材料の上面および底面の温度を決定します。 エミッターは動作温度まで暖められ、その後、材料は所定の期間エミッターの下に置かれます。 このテストは、1mmタングステン(QTM)と800Wの黒い中空要素(FFEH)の両方をサンプルの上に75mmで取り付けて実行し、どのヒーターが材料を最もよく貫通するかを判断しました。
結果
FastIR
このセクションでは、問題の55つの材料のタングステンおよびハロゲンチューブで見つかった結果について報告します。 テストは、80つの異なるヒーターの高さ(95mm、XNUMXmm、およびXNUMXmm)で実行されました。
asfasdf
最初の試行は、PEEKサンプルと、1500mmで区切られた110Wクオーツハロゲンチューブを備えた2つのFastIRヒーターで行われました。 図4に示すこのテストの結果は、サンプルが必要な温度に到達しなかったことを示しています。
要素は2000W短波ハロゲン(QHL)チューブに変更され、同じ分離で、サンプルが1つの場所で必要な温度に到達し、それを超えたことを示しました。 この場合、記録された最高温度は485°Cでしたが、大きな温度差(最大83°C)も検出されました。 425°Cの目標温度に到達するのに必要な時間は99秒でした。 これは2つの場所でのみ達成されました
石英タングステン(QTL)チューブ(2000W)も、ヒーターの距離が長くなるにつれて最大温度が低下する3つのレベルで検査されました。 55mmで、520°Cの最高温度と最低温度が検出されました。 材料サンプル全体の目標温度は、206秒で達成されました。 80mmまでの距離を増やすと、これらは450°Cと415°Cに減少し、サンプルの95mmで、サンプルの最高温度と最低温度は407と393°Cになりました。
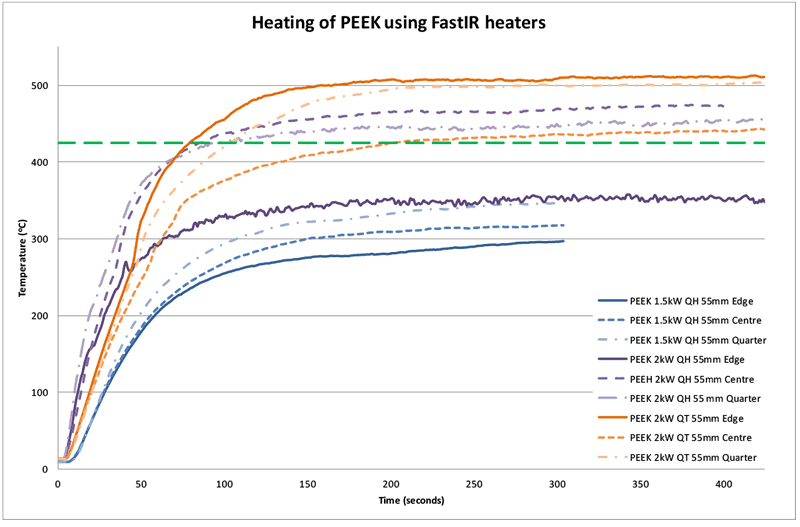
図4は、ヒーターがサンプルに近接しているためにサンプル全体で発生する可能性のある温度の変化と、材料を425°Cに加熱するのに必要な時間(206kW QTヒーターの場合は2秒)を示しています。
150°Wタングステンチューブは、使用するエレメントの電力を下げるよりもヒーターの距離を長くする方が操作上重要であると見なされたため、テストされていません。
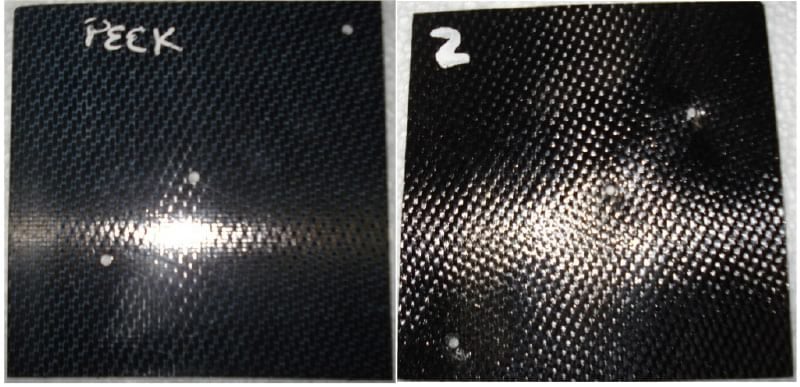
図5は、加熱前後のサンプルの視覚的な違いを示しています。
PEKK
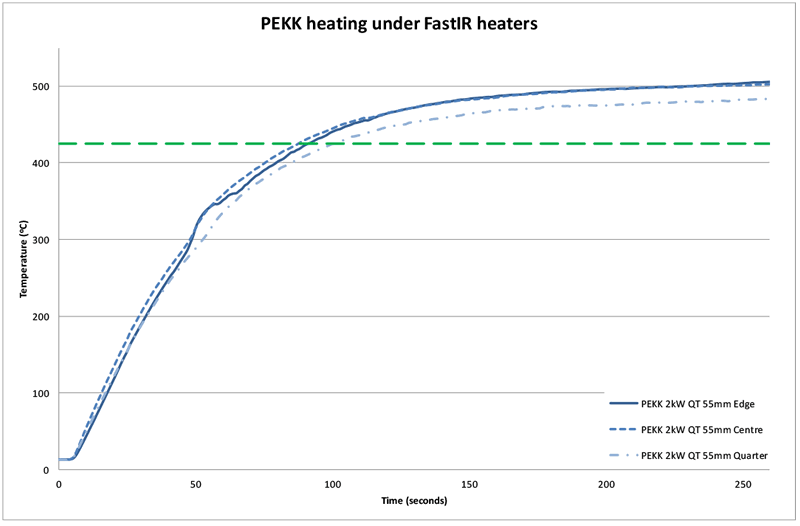
PEKKは、2000mmの55Wタングステンヒーターのみで加熱されました。 500°Cを超える温度が記録され、材料の熱応答は優れていました。 最低規定温度は102秒で達成され、記録された最高温度は500°Cを超えています。
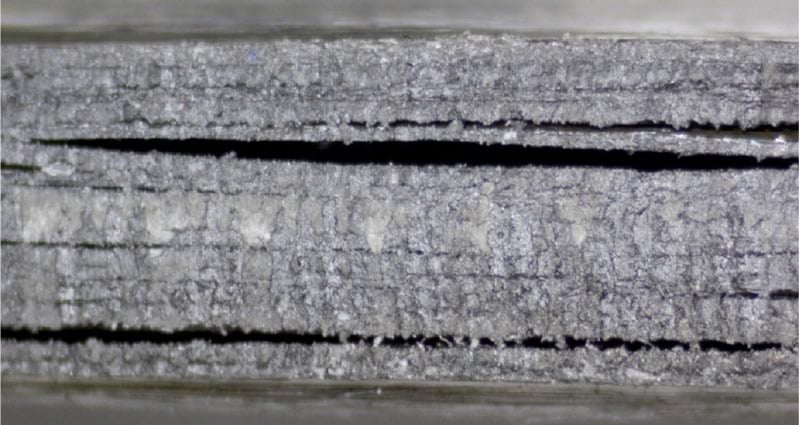
このサンプルは、図7に示すように、おそらく保管中の水分吸収と発生した急速な加熱に起因して、エッジでの分割と剥離、および加熱後の表面の歪みを示すように見えました。
PPS
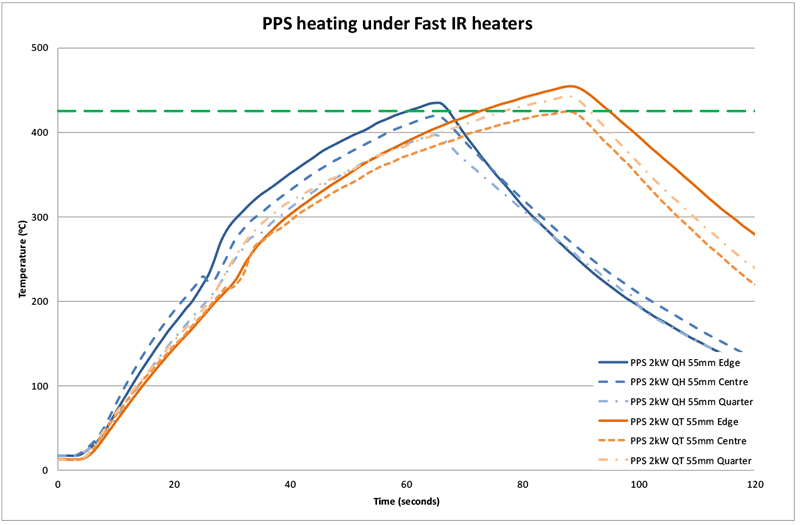
PPS材料は、2000Wハロゲンおよびタングステンヒーターでテストされました。 ハロゲンテストは55mmの間隔で、タングステンテストは55mmと95mmで行われました。
データは、タングステンチューブが55mm分離で記録された温度が高く、サンプル全体の温度の均一性が高いことから、この材料に対して(ハロゲンヒーターよりも)優れたヒーターであることを再度示しました。 38°Cのバリエーションがハロゲンヒーターで記録され、30°Cがタングステンヒーターで記録されました。 この記録された変動は、チューブに対する熱電対の位置に大きく影響されます。 同一の熱電対の位置は保証されません。
PPSを使用したテストは、サンプルから硫黄臭のする煙が放出されたため、材料が必要な425°Cの温度に達した直後に終了しました。
55mmの距離で、66mmのハロゲンヒーターとタングステンヒーターのそれぞれ88秒と55秒後に目標温度が記録されました。 タングステンヒーターがサンプルから95mmに取り付けられたとき、目標温度は達成されませんでした。
ブラックホロウ
初期テストは、50mmの要素と材料の分離で実施されました。 材料の温度上昇は、すべての材料で非常に急速でした。 コールドスタートから、中空エレメントが安定した動作レベル(表面温度約10°C)に加熱されるまで、約12〜700分かかります。 材料の温度上昇は、ヒーターの加熱曲線とほぼ同じでしたが、これにはタイムラグがありました。
asfasdf
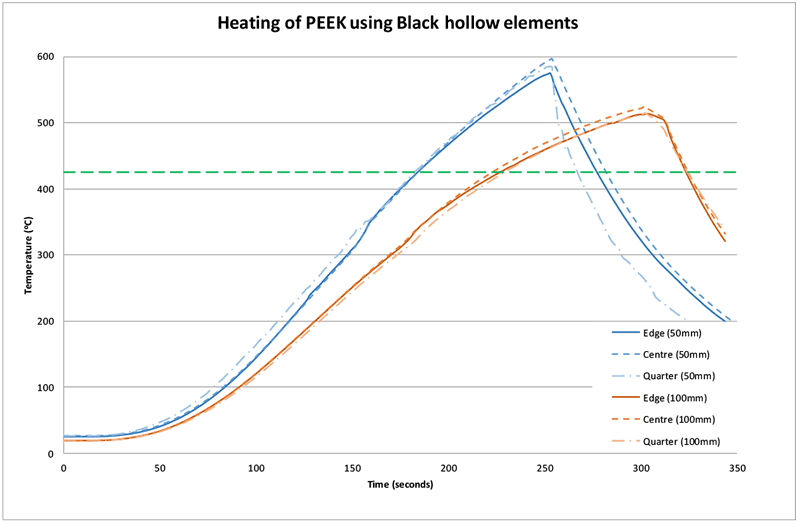
PEEKのサンプルを加熱して必要な処理温度に達するまでにかかる時間のプロットを図9に示します。 これは、ヒーターが425mmでオンになってから185°Cへの加熱時間が約50秒であることを示しています。 距離を100mmに増やすと、時間は230秒に増えます。 加熱中に2つのプラテンの間にサンプルを置き、冷却のために取り出しました。
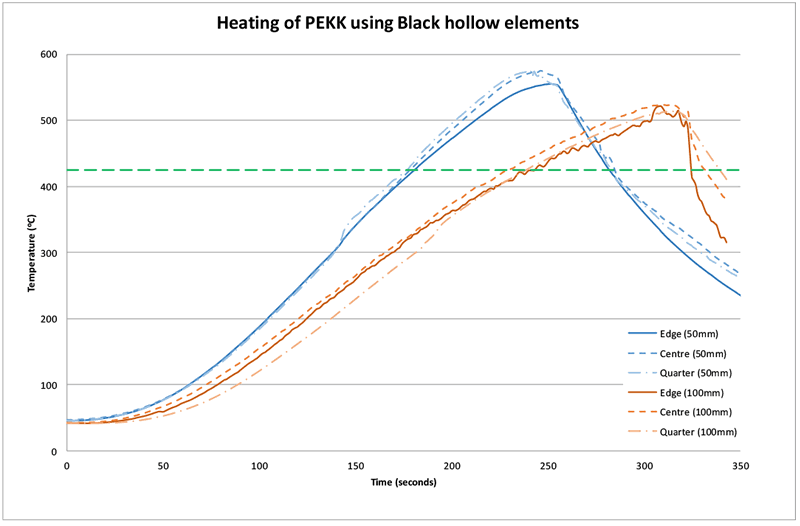
PEKK
PEKKが最小しきい値に達するまでにかかった時間は、PEEKよりもわずかに長くなりました。 これには、2つの理由が考えられます。1。)材料は赤外線を吸収しないだけでなく、PEEKおよび2。)材料の厚さが2倍(それぞれ1および2mm)。 425mmで50°Cに到達するのに必要な時間は181秒でしたが、100mmでは244秒に増加しました
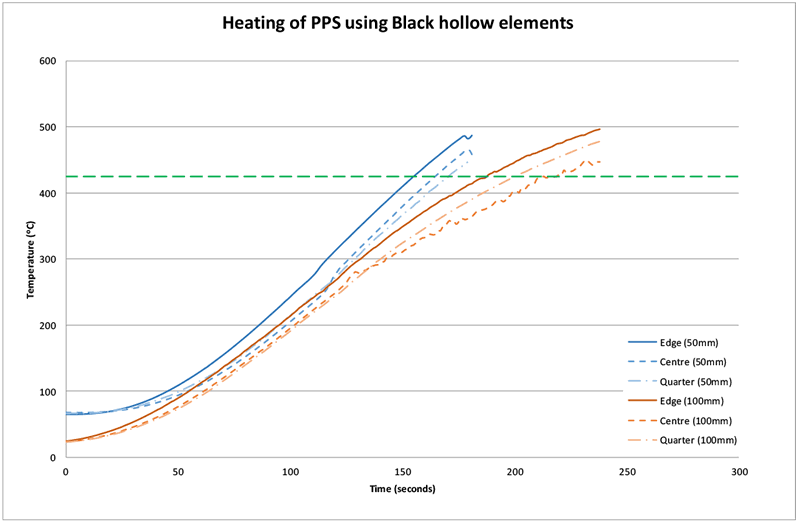
PPS
PNUMは、425と171mmでそれぞれ219秒と50秒で記録された100°Cの黒い中空要素で非常にうまく加熱されました。 この材料の加熱曲線を図11に示します。 再び、硫黄臭い煙の放出が発生しましたが、この量は上記のハロゲンヒーターほどではありませんでした。 これは、部分的には加熱プラテンの背面にファンがないためです。
ハロゲン、タングステン、中空のセラミック要素を含む材料を目標温度まで加熱するために必要な時間の概要を以下の表1に示します。 55mmよりも長い距離にハロゲン要素を取り付けることは一般的に成功しなかったため、これらの結果は表から省略されました。
|
材料 |
ヒータータイプ(電力)
|
距離 | 425°Cに達するまでの時間 |
|---|---|---|---|
| asfasdf | QHL(2kW) | 55 mm | 99 |
| QTL(2kW) | 55 mm | 206 | |
| FFEH(800W) | 50 mm | 185 | |
| FFEH(800W) | 100 mm | 230 | |
| PEKK | QTL(2kW) | 55 mm | 102 |
| FFEH(800W) | 50 mm | 181 | |
| FFEH(800W) | 100 mm | 244 | |
| PPS | QHL(2kW) | 55 mm | 66 |
| QTL(2kW) | 55 mm | 88 | |
| FFEH(800W) | 50 mm | 171 | |
| FFEH(800W) | 100 mm | 219 |
サンドイッチ試験
材料を介した熱伝達に関する情報を取得するために、サンドイッチテストを実施しました。 これは、片側からサンプルを加熱し、両側の温度を測定し、結果を比較することにより行われました。 FastIRの結果に基づいて、短波ハロゲンチューブは問題の材料に適したヒーターではないため、タングステンチューブと黒色の中空エレメントのみを調べました。
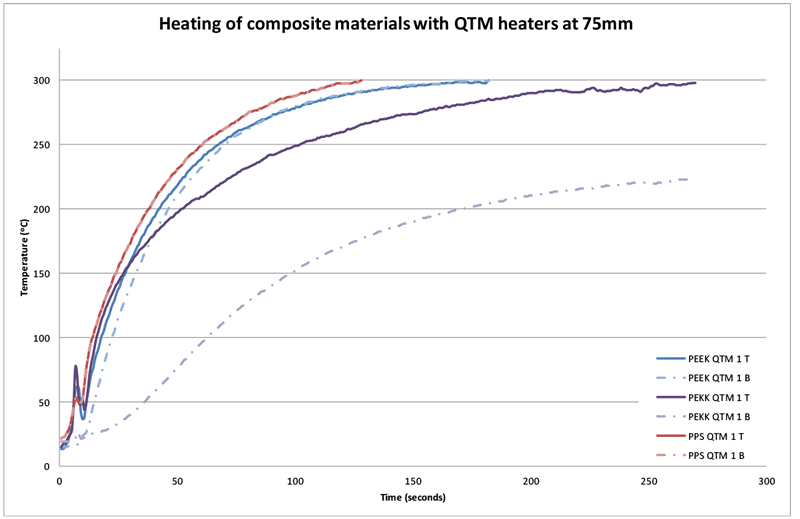
QTMエレメントの結果は、PEEK材料とPPS材料の上面と底面の間に大きな温度差はないことを示していますが、PPSはより速く加熱され、この材料の曲線は事実上区別できません。 これら2つの材料は非常に薄い(≈1mm)ことに注意する必要があります。 予想どおり、PEKKの温度差は厚さ(≈75mm)により大きかった(2±2oC)。 これらの結果を下の図12に示します。
操作上の理由から、300°Cの温度が高温計によって検出されると、テストは終了します。 テストの最初の30秒に見られるピークは反射率であり、実際の温度測定値ではありません。
これらの結果は、タングステンタイプのヒーターを使用して、PEEKおよびPPSに対して材料の良好なIR浸透が可能であることを示しています。 ただし、test75の最後の18秒で温度がほぼ4°C異なるため、PEKKの温度均等化はあまり良くありません。
高温計が材料を見るために必要な鋭角が読み取り値を歪めるため、材料サンプルをヒーターの近くに移動してこれがどのような影響を与えるかを分析することはできませんでした。
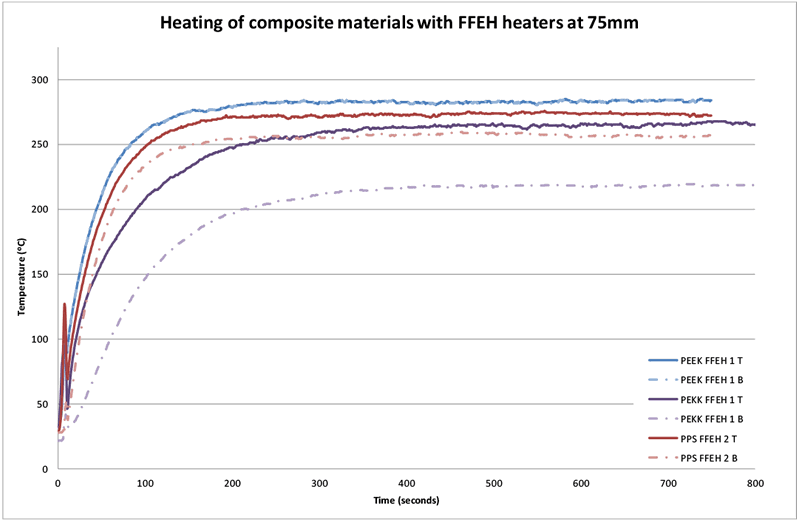
同じ距離(75mm)の黒い中空要素を持つサンプルの加熱は、より厚いPEKK材料(より薄い材料と比較して)でより大きな温度差(45±2°C)が観察される同様の傾向を示しています。 PEEKの上面と底面の温度は事実上区別できません。 ただし、PPSの温度には違いがあります(25±2°C)。 このデータを図13に示します。 これは、より長い波長の放射によるPPSのIR透過は、より短いタングステンIRの場合ほど良好ではないことを示しますが、PEKKの温度均一化はより優れています(理想的ではありません)。
75mm分離では、タングステンヒーターを使用して最高の温度と加熱速度が得られますが、これは以前のプラテンの結果と矛盾するようです。 ただし、単一のヒーターしか使用されていないため、これをガイドとして使用しないでください。 さらに、これらの特性は、単一のヒーターではなく、ヒーターのアレイを使用することにより改善されます。
まとめ
- 上記の詳細なテストにより、3つの熱可塑性炭素複合材料を最低425°Cに加熱することは、中波ハロゲンと黒色中空要素の両方で可能であることが示されています。
- Ceramicx 800Wブラックホローエレメント(FFEH)を使用すると、より高い最高温度を達成できます。
- PEEKを425°Cに加熱するのに必要な時間は、206mmの2kWタングステンチューブヒーターの場合は55秒、230mmのFFEH要素の場合は100秒でした
- PEKKを425°Cに加熱するのに必要な時間は、102mmの2kWタングステンチューブヒーターの場合は55秒、244mmのFFEH要素の場合は100秒でした
- PPSを425°Cに加熱するのに必要な時間は、88mmの2kWタングステンチューブヒーターの場合は55秒、219mmのFFEH要素の場合は100秒でした
- 最高温度、達成可能な材料加熱速度、および表面温度の均一性は、材料からヒーターが取り付けられる距離の強い関数です。
- 中波ハロゲン(タングステン)により、PPSおよびPEEKの優れたIR透過率、したがって材料の厚さ全体の温度均一化が達成されました。 PEKKで達成された温度均一化は、他の材料ほど良好ではありませんでした。
- 黒い中空素子を使用したPEEKで、優れたIR透過率と温度均等化が見られました。 このプロパティは、PEKKおよびPPSほど良好ではありませんでした。
上記のテストデータと、問題の材料を形成するために必要な温度を達成するために必要な要素と材料の密接な分離に基づくと、最良の赤外線エミッタは、Ceramicx 800Wブラックフルフラット中空要素です。 必要な温度に達するまでの時間はタングステンヒーターよりもわずかに長くなりますが、使用する要素が近接していると、表面温度の均一性が向上します。 さらに、セラミックエレメントは室温から開始され、動作レベルに達するには約12分かかりました。 したがって、この時間は、エレメントを予熱することで大幅に短縮できます。
また、これらの結果は、テストに使用できるようになったサンプル(1mmと2mmの厚さ)に基づいていることに注意してください。 より厚い部品の加熱では、材料の厚さ全体の温度プロファイルが均一であり、後続の成形作業に適していることを確認するために、加熱技術を大幅に変更する必要があります。
1 ポリエーテルエーテルケトン
2 ポリフェニレンスルフィド
3 ポリエーテルケトンケトン
4 テストの最後の18秒間に取得した上面と下面の平均差。
免責事項
これらのテスト結果は、特定のタイプの赤外線エミッタを採用する前に慎重に検討する必要があります。
他社が実施した繰り返しテストでは、同じ結果が得られない場合があります。 実験条件の違いにより結果が変わる場合があります。 その他のエラーの原因には、使用するエミッターのブランド、エミッターの効率、供給される電力、テストする材料から使用するエミッターまでの距離、および環境が含まれます。 温度が測定される場所も、結果の変動を引き起こす可能性があります。