MENUMENU
- About
- Heating Solutions
-
-
- Heating Solutions
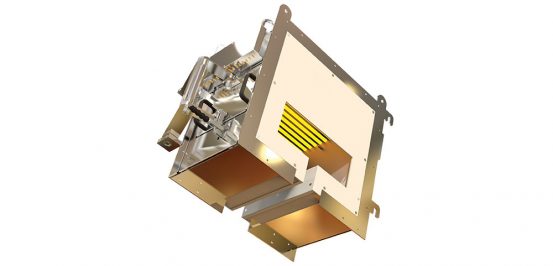
- Ceramicx has the in-house capabilities to build custom-designed industrial infrared ovens and heating solutions to almost any design and specification.
-

- Control Systems
- By providing customised controls to suit specific heating applications, Ceramicx offer control solutions that meet every requirement.
-
-
-
- Retrofits, Rebuilds & Upgrades
- Information
-
-
-
Latest Blog
St Patricks Day 2023
Happy St Patricks Day 2023 to all our Customers, Suppliers, Employees and Friends. St. Patrick’s Day, Friday 17th March is ... Read moreSt Patricks Day 2023
-
-
- Industries
- Enquiries
- Contact us
- Ceramicx Components