












| AUTOR | DATA CREĂRII | VERSIUNE | NUMARUL DOCUMENTULUI |
|---|---|---|---|
| Dr. Peter Marshall | 8 aprilie 2016 | V1.1 | CC11 - 00101 |
Introducere
CCP Gransden s-a apropiat de Ceramicx pentru a construi un cuptor cu infraroșu pentru a încălzi materiale prepreg termoplastice din fibră de carbon pentru operațiunile lor de formare. Această lucrare de testare a fost realizată ca parte a funcțiilor definite în propunerea de vânzare (CSP 000 008). Faza întâi presupune evaluarea și selectarea încălzitorului cu infraroșu pentru acest proiect, temperatura minimă prevăzută a materialului fiind de 425 ° C.
Descrierea materialului
Trei probe din două materiale au fost primite în piese 230 x 230 x 1mm. În aceste cazuri, matricea a fost PEEK1 și PPS2. Un eșantion mai mic de PEKK3 cu dimensiuni de 200 x 150 x 2mm a fost de asemenea primit. Materialul era rigid, neted cu un finisaj negru lucios. Un mic model a fost vizibil pe suprafața probelor PEEK și PPS.
Probele PEEK și PPS au fost tăiate în bucăți de 115 x 115 mm. Materialul PEKK a fost tăiat în bucăți 100 x 75mm.
Metodă
Două familii distincte de încălzitoare au fost evaluate; halogen (QH și QT) și ceramică cu gol negru (FFEH). În fiecare caz, platenele au fost montate deasupra și sub eșantionul de material cu înălțimea reglabilă.
FastIR
Un sistem de montare a fost fabricat pentru a permite două dintre unitățile FastIR 500 de la Ceramicx să fie montate deasupra și sub material. Un FastIR 500 constă din șapte elemente de încălzire montate în mod paralel într-o carcasă 500 x 500 mm. Distanța dintre aceste tuburi este 81mm. S-au utilizat elemente 1500W și 2000W „lungime” (lungime totală: 473mm), oferind o ieșire totală din cele două unități 21 sau respectiv 28kW. Unitățile de încălzire au fost montate astfel încât distanța dintre suprafața elementului și proba a fost variată între 55mm și 95mm.
Protocolul experimental utilizat a fost următorul:
- Fanii au pornit
- Centrală trei elemente de încălzire pornite, sus apoi jos
- În afara a patru elemente de încălzire pornite, sus, apoi jos
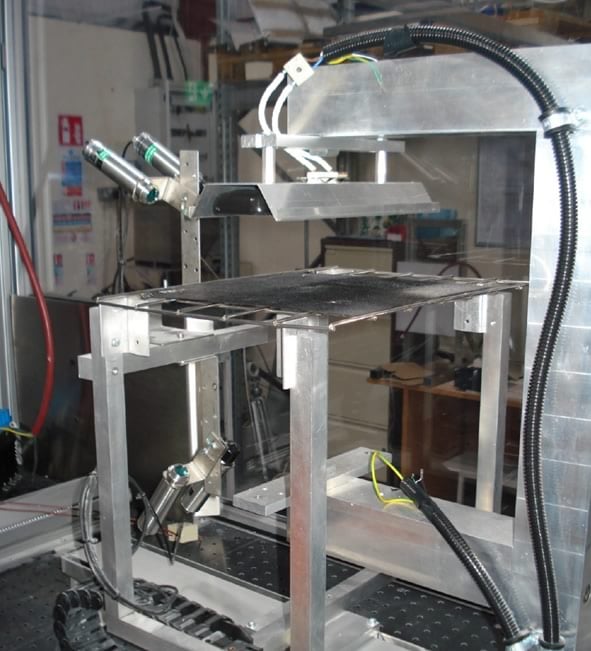
În figura 1 este prezentată o imagine a unui eșantion între cele două unități FastIR. Nimic nu a fost folosit pentru a cuprinde golul dintre cele două unități de încălzire
Elemente de
Două tipuri de elemente pot fi montate în unitatea FastIR; halogen de cuarț și tungsten de cuarț. Aceste elemente emit diferite lungimi de undă infraroșie de vârf; halogen la aproximativ 1.0 - 1.2μm și tungsten între 1.6 - 1.9μm. Fiecare tub are un diametru de 10mm, o lungime totală de 473mm și o lungime încălzită de 415mm.

Hollow Black
O placă de încălzire personalizată a fost proiectată pentru a încorpora o matrice 2 x 7 a elementelor 800W FFEH ale Ceramicx, oferind fiecărei plăci 11.2kW de putere. Această matrice a fost închisă într-o carcasă 510 x 510mm și montată în același cadru ca sistemul FastIR detaliat mai sus. S-a utilizat protocolul experimental; cu toate acestea, fanii nu au fost angajați în aceste platane. Distanța dintre aceste elemente a fost 65mm.
S-au utilizat două distanțe diferite de element-eșantion, 50 și 100mm. Din nou, diferența dintre cele două unități de încălzire a fost lăsată deschisă
Elemente de
Elementele goale de ceramică neagră emit lungimi de undă de vârf în regim mediu până lung (2 - 10μm). Fiecare element are dimensiuni de 245 x 60mm (lxw). Lungimile de undă mai mari asociate elementelor ceramice sunt foarte eficiente pentru încălzirea multor materiale polimerice.
Instrumentație
Termocuple de tip K au fost fixate pe suprafața eșantionului cu ajutorul șuruburilor M3. Cimentul ceramic a fost testat, însă acest lucru nu a aderat la suprafața materialului. Având în vedere temperaturile ridicate necesare, niciun adeziv disponibil nu va rămâne stabil, astfel încât fixarea mecanică a fost considerată necesară. Termoparele au fost localizate în centrul fiecărui specimen și, de asemenea, 10mm (margine) și 30mm (sfert) de la margine, așa cum se arată în figura 2. Aceasta a localizat termocuplurile direct peste elementele tubului și în centrul între elemente, astfel încât să fie înregistrată diferența maximă de temperatură. Datele de temperatură au fost înregistrate la intervale de o singură secundă.
Testare sandwich
Testatorul sandwich este o mașină avansată de testare a răspunsului termic a materialelor, așa cum se arată în figura 2. Se pot monta diverse tipuri de încălzitoare cu infraroșu în două poziții, orientate vertical în sus și în jos. Acest lucru asigură că materialul testat poate fi încălzit de sus și / sau de jos. Patru pirometre optice fără contact sunt utilizate pentru a determina temperatura superioară și inferioară a materialului testat. Emitenții sunt lăsați să se încălzească până la temperatura lor de funcționare, iar materialul este apoi adus sub emițător (e) pentru o perioadă predeterminată. Acest test a fost efectuat atât cu tungsten 1kW (QTM) cât și cu elemente goale negre (FFEH) 800W montate 75mm deasupra probei pentru a determina care încălzitor a oferit cea mai bună penetrare prin material.
REZULTATE
FastIR
Această secțiune prezintă rezultatele găsite pentru tuburile de tungsten și halogen pentru cele trei materiale în cauză. Testele au fost efectuate cu trei înălțimi diferite ale încălzitorului (55mm, 80mm și 95mm).
ARUNCA O PRIVIRE
Studiile inițiale au fost efectuate cu un eșantion PEEK și cele două încălzitoare FastIR cu tuburi de halogen de cuarț 1500W separate prin 110mm. Rezultatele acestui test, prezentate în figura 4, indică faptul că eșantionul nu a reușit să atingă temperatura dorită.
Elementele au fost schimbate în tuburi cu halogen (QHL) cu unde scurte 2000W, care au arătat că, la aceeași separare, proba a atins și a depășit temperatura necesară într-o singură locație. În acest caz, temperatura maximă înregistrată a fost 485 ° C, cu toate acestea, au fost detectate, de asemenea, diferențe semnificative de temperatură (până la 83 ° C). Timpul necesar pentru a atinge temperatura țintă de 425 ° C a fost de 99 secunde. Acest lucru a fost realizat doar în două locații
Tuburile de tungsten cuarț (QTL) (2000W) au fost, de asemenea, examinate la cele trei niveluri, cu temperatura maximă scăzând pe măsură ce distanța de încălzire a crescut. La 55mm, a fost detectată o temperatură maximă și minimă de 520 ° C. Temperatura țintă, pe întregul eșantion de material, a fost realizată în 206 secunde. Sporind distanța până la 80mm, acestea s-au redus la 450 ° C și 415 ° C și la 95mm peste eșantion, temperaturile maxime și minime ale eșantionului au fost 407 și 393 ° C.
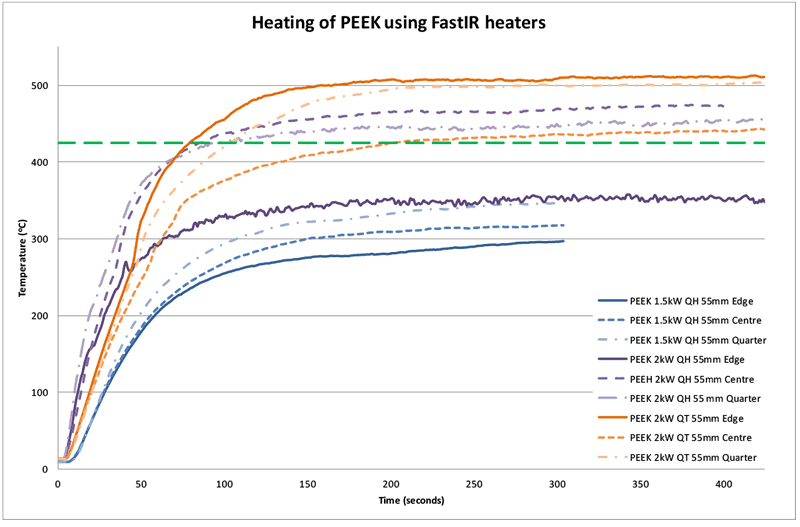
Figura 4 arată variația temperaturii care poate apărea de-a lungul eșantionului din cauza apropierii încălzitorilor de eșantion, precum și a timpului necesar pentru încălzirea materialului până la 425 ° C (secunde 206 pentru încălzitorul 2kW QT).
Tuburile de tungsten 150 ° W nu au fost testate, deoarece s-a considerat că este mai important din punct de vedere operațional creșterea distanței de încălzire decât scăderea puterii elementelor utilizate.
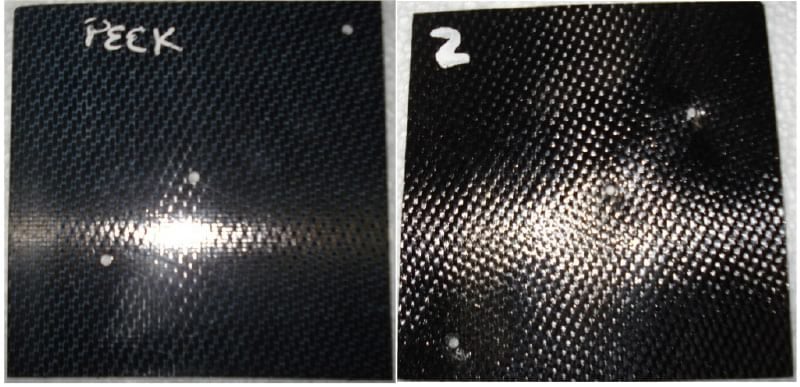
Figura 5 arată diferența vizuală a eșantionului înainte și după încălzire.
PEKK
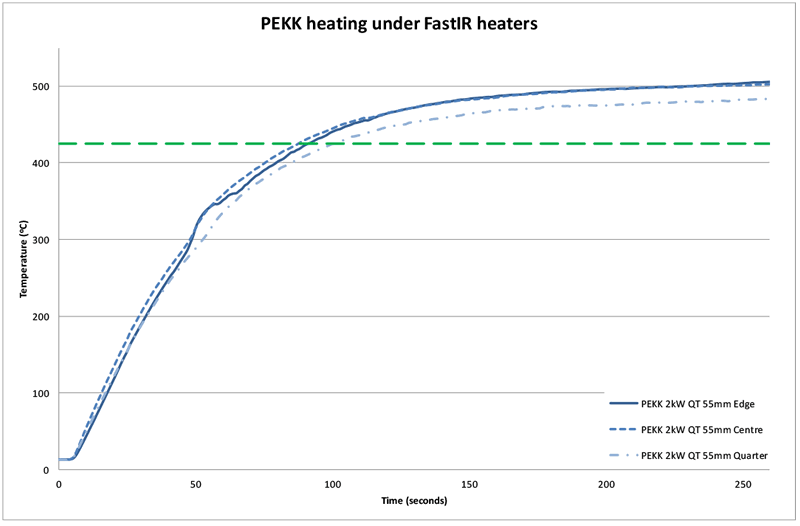
PEKK a fost încălzit cu încălzitoare de tungsten 2000W numai la 55mm. Răspunsul termic al materialului a fost excelent, fiind înregistrate temperaturi care depășesc 500 ° C. Temperatura minimă prevăzută a fost atinsă în 102 secunde, temperatura maximă înregistrată depășind 500 ° C.
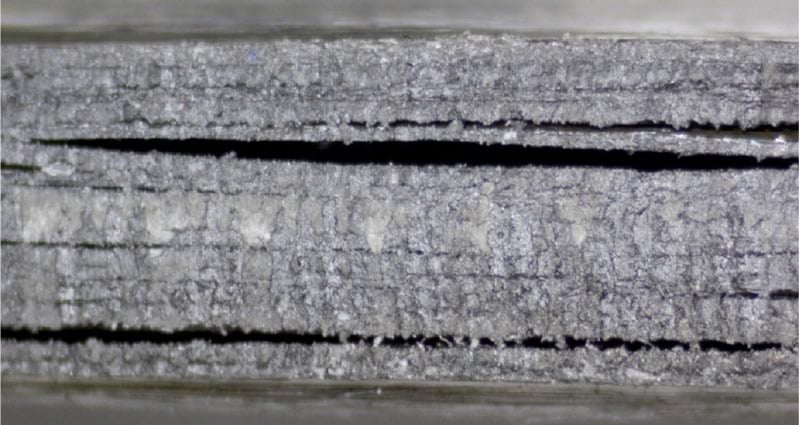
S-a observat că acest eșantion a părut să prezinte o oarecare despicare și delaminare la margini și, de asemenea, unele distorsiuni ale suprafeței în urma încălzirii, așa cum se arată în figura 7, posibil de la absorbția de umiditate în timpul depozitării și încălzirea rapidă care a avut loc.
PPS
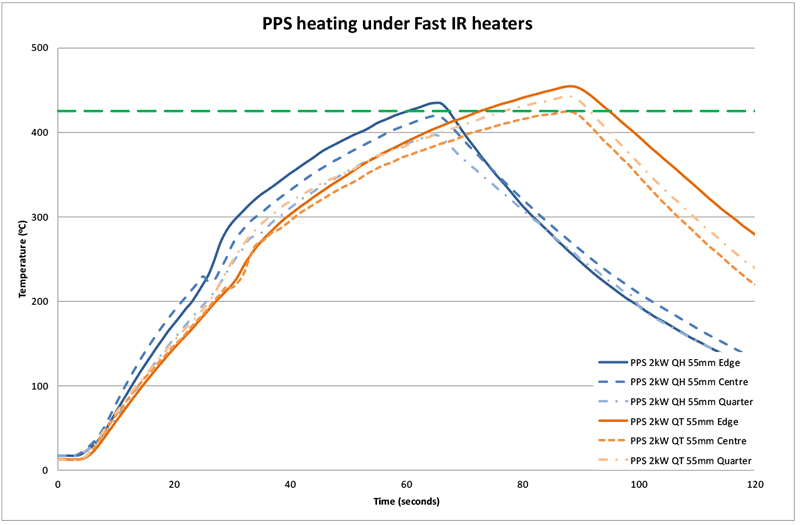
Materialul PPS a fost testat cu 2000W halogen și încălzitoare de tungsten. Testul cu halogen a fost efectuat cu o separare de 55mm și testele de wolfram la 55mm și 95mm.
Datele au arătat din nou că tubul de tungsten a fost un încălzitor mai bun pentru acest material (decât încălzitorul cu halogen), cu o temperatură mai ridicată înregistrată la separarea 55mm și, de asemenea, o uniformitate mai mare a temperaturii pe tot eșantionul. O variație de 38 ° C a fost înregistrată pentru încălzitoarele cu halogen și 30 ° C pentru încălzitoarele de tungsten. Această variație înregistrată va fi puternic influențată de localizarea termocuplei în raport cu tuburile. Locațiile termocuple identice nu sunt garantate.
Testele cu PPS au fost încheiate curând după ce materialul a atins temperatura necesară de 425 ° C, deoarece a existat o eliberare de vapori cu miros de sulf din probe.
La o distanță de 55mm, temperatura țintă a fost înregistrată după 66 și 88 secunde pentru încălzitoare cu halogen și, respectiv, tungsten la 55mm. Când caloriferele de tungsten au fost montate la 95mm din probă, temperatura țintă nu a fost atinsă.
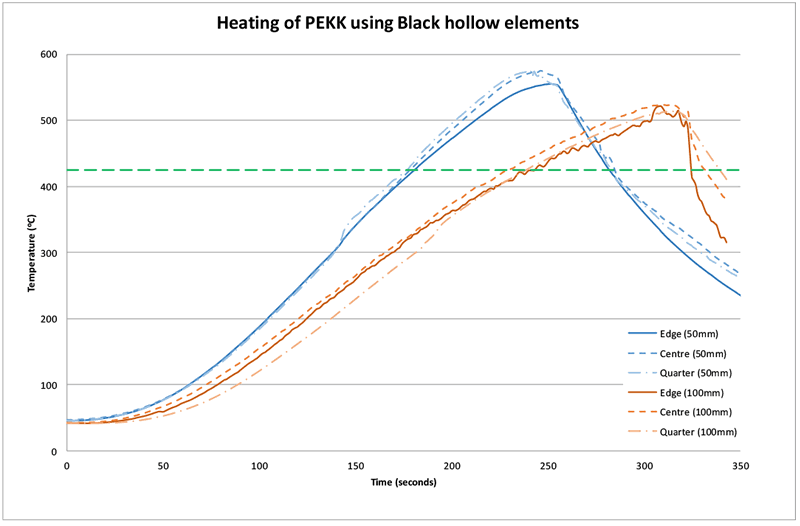
Hollow Black
Testele inițiale au fost efectuate cu o separare element-material de 50mm. Creșterea temperaturii materialului a fost foarte rapidă pentru toate materialele. De la începutul rece, elementele goale durează aproximativ 10-12 minute pentru a se încălzi până la niveluri operaționale constante (temperatura suprafeței de aproximativ 700 ° C). Creșterea temperaturii materialului a fost în mare măsură similară cu curba de încălzire a încălzitorului, cu toate acestea, a existat un decalaj de timp în acest sens.
ARUNCA O PRIVIRE
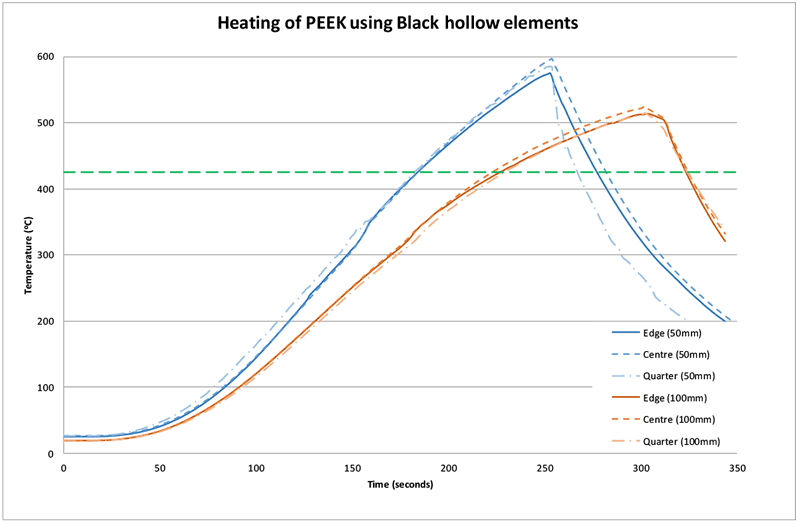
Un grafic al timpului necesar pentru încălzirea eșantionului de PEEK pentru a atinge temperatura de procesare necesară este prezentat mai jos în Figura 9. Acest lucru arată că timpul de încălzire până la 425 ° C este de aproximativ 185 secunde de la pornirea încălzitorilor la 50mm. Dacă distanța este crescută la 100mm, timpul este crescut la 230 secunde. Proba a fost lăsată între cele două platine în timpul încălzirii și îndepărtată pentru răcire.
PEKK
Timpul necesar pentru PEKK să atingă pragul minim a fost puțin mai lung decât pentru PEEK. Există două posibile motive pentru acest lucru: 1. Materialul nu absoarbe radiațiile infraroșii, precum și PEEK și 2.) Grosimea materialului fiind de două ori mai mare (1, respectiv 2mm). Timpul necesar pentru a atinge 425 ° C la 50mm a fost de 181 secunde și la 100mm acest a crescut până la 244 secunde
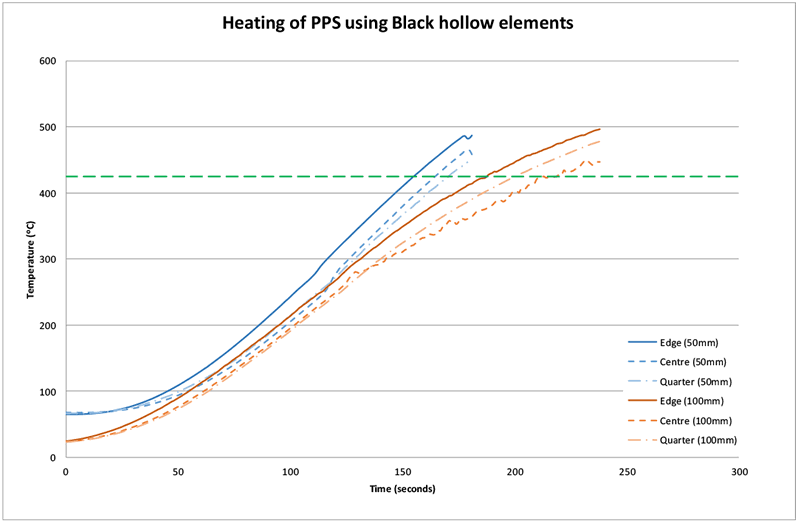
PPS
PPS s-a încălzit cu foarte mult succes cu elementele goale negre cu 425 ° C înregistrate în 171 secunde și 219 secunde la 50 și respectiv 100mm. Curba de încălzire pentru acest material este prezentată în figura 11. Din nou, s-a produs o degajare de fum cu miros de sulf, totuși cantitatea acestui lucru nu a fost la fel de mult ca în cazul încălzitoarelor cu halogen, în detaliu mai sus. Acest lucru poate fi parțial datorat absenței ventilatoarelor pe spatele plăcii de încălzire.
Un rezumat al timpurilor necesare pentru încălzirea materialelor, cu halogen, tungsten și elemente ceramice goale, la temperatura țintă este prezentat mai jos în tabelul 1. Deoarece montarea elementelor cu halogen la distanțe mai mari decât 55mm nu a avut succes universal, aceste rezultate au fost omise din tabel.
|
Material |
Tip încălzitor (putere)
|
Distanţă | Timpul de atingere a 425 ° C |
|---|---|---|---|
| ARUNCA O PRIVIRE | QHL (2kW) | 55mm | 99 |
| QTL (2kW) | 55mm | 206 | |
| FFEH (800W) | 50mm | 185 | |
| FFEH (800W) | 100mm | 230 | |
| PEKK | QTL (2kW) | 55mm | 102 |
| FFEH (800W) | 50mm | 181 | |
| FFEH (800W) | 100mm | 244 | |
| PPS | QHL (2kW) | 55mm | 66 |
| QTL (2kW) | 55mm | 88 | |
| FFEH (800W) | 50mm | 171 | |
| FFEH (800W) | 100mm | 219 |
Testare sandwich
Testarea sandwich a fost efectuată pentru a obține informații despre transferul de căldură prin material. Acest lucru s-a realizat prin încălzirea eșantionului dintr-o singură parte, măsurarea temperaturii pe ambele părți și compararea rezultatelor. Au fost examinate numai tuburile de wolfram și elementele scobite negre, deoarece pe baza rezultatelor FastIR, tuburile cu halogen cu unde scurte nu sunt încălzitoare adecvate pentru materialele în cauză.
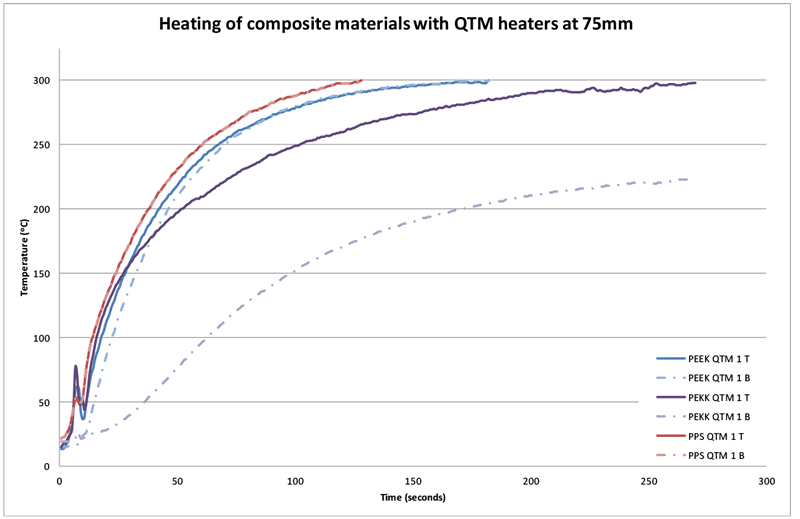
Rezultatele pentru elementele QTM arată că nu există o diferență semnificativă de temperatură între suprafața superioară și inferioară pentru materialele PEEK și PPS, cu toate acestea, PPS se încălzește mai repede, iar curbele pentru acest material sunt practic nedistinguibile. Trebuie menționat că aceste două materiale sunt foarte subțiri (≈ 1mm). După cum era de așteptat, diferența de temperatură pentru PEKK a fost mai mare (75 ± 2oC) datorită grosimii sale (≈ 2mm). Aceste rezultate sunt prezentate în figura 12 de mai jos.
Din motive operaționale, testul se încheie atunci când temperatura de 300 ° C este detectată de pirometri. Vârful observat în primele 30 secunde ale testului este reflectanță și nu este o valoare reală a temperaturii.
Aceste rezultate demonstrează că este posibilă o bună penetrare a IR a materialului pentru PEEK și PPS folosind încălzitorul de tip tungsten. Cu toate acestea, egalizarea temperaturii pentru PEKK nu este la fel de bună, demonstrată prin diferența de temperatură aproape 75 ° C în ultimele 18 secunde ale test4.
Nu a fost posibil să mutați eșantioanele de material mai aproape de încălzitor pentru a analiza ce efect va avea acest lucru, deoarece unghiul acut necesar pentru pirometru pentru a vedea materialul va denatura lectura.
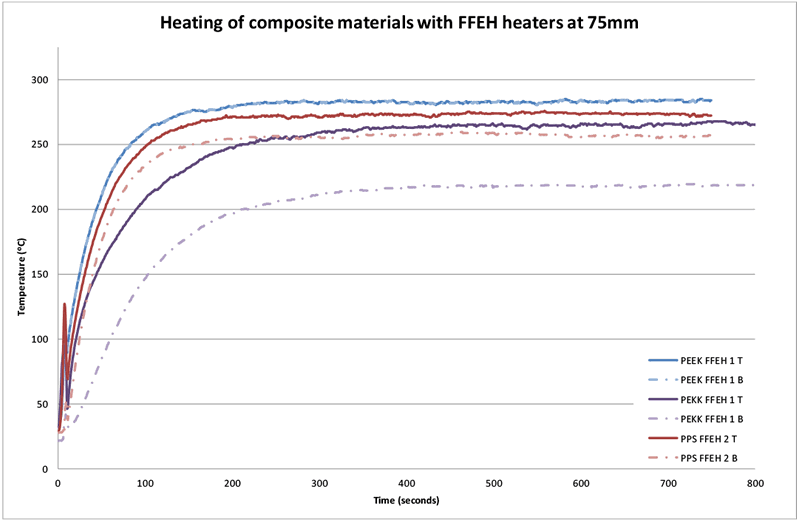
Încălzirea eșantioanelor cu elemente scobite la negru la aceeași distanță (75mm) arată o tendință similară cu o diferență de temperatură mai mare (45 ± 2 ° C) fiind observată pentru materialul PEKK mai gros (în comparație cu materialele mai subțiri). Temperaturile suprafețelor superioare și inferioare ale PEEK sunt practic nedistinguibile; cu toate acestea, există o diferență de temperatură a PPS (25 ± 2 ° C). Aceste date sunt prezentate în figura 13. Acest lucru indică faptul că penetrarea IR a PPS cu radiații de lungime de undă mai lungă nu este la fel de bună ca în cazul IR-ului de tungsten mai scurt, cu toate acestea, egalizarea de temperatură a PEKK este mai bună (dar nu ideală).
La separarea 75mm, cele mai ridicate temperaturi și rate de încălzire sunt obținute folosind încălzitorul de tungsten care pare să contrazică rezultatele anterioare ale plăcii. Totuși, acest lucru nu trebuie utilizat ca ghid, deoarece a fost utilizat doar un singur încălzitor. Mai mult, aceste caracteristici vor fi îmbunătățite folosind o serie de încălzitoare, spre deosebire de un singur încălzitor.
Concluzie
- Testele efectuate și detaliate mai sus indică faptul că încălzirea celor trei materiale compozite termoplastice de carbon până la minimum 425 ° C este posibilă atât cu elemente cu halogen cu undă medie, cât și cu elemente cu gol negru.
- Temperaturile maxime mai ridicate sunt realizabile folosind elementul gol Ceramicx 800W negru (FFEH).
- Timpul necesar pentru încălzirea PEEK până la 425 ° C a fost de 206 secunde pentru încălzitorii de tub de tungsten 2kW la 55mm și secunde 230 pentru elementele FFEH la 100mm
- Timpul necesar pentru încălzirea PEKK până la 425 ° C a fost de 102 secunde pentru încălzitoarele de tub de tungsten 2kW la 55mm și 244 secunde pentru elementele FFEH la 100mm
- Timpul necesar pentru încălzirea PPS până la 425 ° C a fost de 88 secunde pentru încălzitorii de tub de tungsten 2kW la 55mm și 219 secunde pentru elementele FFEH la 100mm
- Temperaturile maxime, ratele de încălzire realizabile și uniformitatea temperaturii de suprafață sunt o funcție puternică a distanței la care sunt montate încălzitoarele de material.
- O penetrare excelentă a IR și, prin urmare, o egalizare a temperaturii, prin grosimea materialului, a PPS și PEEK s-a obținut cu halogen cu undă medie (tungsten). Egalizarea temperaturii obținută cu PEKK nu a fost la fel de bună ca în celelalte materiale.
- S-a observat o penetrare excelentă a IR și o egalizare a temperaturii cu PEEK folosind elemente goale negre. Această proprietate nu a fost la fel de bună ca pentru PEKK și PPS.
Pe baza datelor de test de mai sus și a separațiilor strânse dintre elementele și materialele care sunt necesare pentru a atinge temperaturile cerute pentru formarea materialelor în cauză, se pare că cel mai bun emițător cu infraroșu este elementul gol plin Ceramicx 800W. În timp ce perioadele de realizare a temperaturilor cerute sunt puțin mai lungi decât încălzitoarele de wolfram, apropierea mai mare a elementelor utilizate va duce la o uniformitate mai bună a temperaturii la suprafață. Mai mult, elementele ceramice au fost pornite de la temperatura camerei și au necesitat aproximativ 12 min pentru a atinge nivelurile operaționale. Prin urmare, acest timp ar putea fi scurtat semnificativ prin preîncălzirea elementelor.
De asemenea, trebuie menționat că aceste rezultate se bazează pe eșantioanele care au fost disponibile pentru testare (adică 1mm și 2mm în grosime). Încălzirea pieselor mai groase poate necesita o schimbare semnificativă a tehnologiei de încălzire care trebuie investigată pentru a asigura că profilul de temperatură, pe grosimea materialului, este uniform și potrivit pentru operațiunile ulterioare de formare.
1 Ceteron polieter eteric
2 Sulfură de polifenilenă
3 Polyetherketoneketone
4 Diferența medie între suprafețele de sus și de jos preluate în ultimele 18 secunde ale testului.
Declinare a responsabilităţii
Aceste rezultate ale testelor trebuie luate în considerare cu atenție înainte ca un anumit tip de emițător infraroșu să fie stabilit să folosească.
Testele repetate efectuate de alte companii pot să nu obțină aceleași constatări. Diferențele în condițiile experimentale pot modifica rezultatele. Alte surse de eroare includ: marca emițătorului folosit, eficiența emițătorului, puterea furnizată, distanța de la materialul testat la emițătorul utilizat și mediul înconjurător. Locațiile în care se măsoară temperatura pot fi, de asemenea, cauza variației rezultatelor.