












| مصنف | تاریخ تیار کی گئی | ورژن | دستاویز نمبر |
|---|---|---|---|
| ڈاکٹر پیٹر مارشل | 8 اپریل 2016 | V1.1 | CC11 - 00101 |
تعارف
سی سی پی گرانسڈن نے سیرامیکس سے رابطہ کیا کہ وہ اپنے تشکیلاتی کاموں کے لئے تھرمو پلاسٹک کاربن فائبر پریپریگ مواد کو گرم کرنے کے لئے ایک اورکت تندور تیار کریں۔ یہ جانچ کام سیل پروپوزل (سی ایس پی 000 008) میں بیان کردہ افعال کے حصے کے طور پر انجام دیا گیا تھا۔ پہلے مرحلے میں اس منصوبے کے لئے اورکت ہیٹر کی تشخیص اور انتخاب شامل ہے ، جس میں مقرر کردہ کم سے کم مواد کا درجہ حرارت 425 ° C ہے۔
مادی تفصیل
230 x 230 x 1mm ٹکڑوں میں دو مواد کے تین نمونے موصول ہوئے۔ ان معاملات میں ، میٹرکس PEEK تھا1 اور پی پی ایس2. PEKK کا ایک چھوٹا نمونہ3 200 x 150 x 2mm کے طول و عرض کے ساتھ بھی موصول ہوا۔ یہ مواد سخت ، چمکدار سیاہ ختم کے ساتھ ہموار تھا۔ پی ای ای کے اور پی پی ایس نمونے کی سطح پر سطح پر ایک چھوٹا سا نمونہ نظر آتا تھا۔
PEEK اور پی پی ایس نمونے 115 x 115 ملی میٹر کے ٹکڑوں میں کاٹے گئے تھے۔ PEKK مواد کو 100 x 75mm ٹکڑوں میں کاٹا گیا تھا۔
طریقہ
ہیٹر کے دو الگ الگ خاندانوں کی جانچ کی گئی۔ ہالوجن (کیو ایچ اور کیو ٹی) اور سیاہ کھوکھلی سرامک (ایف ایف ای ایچ)۔ ہر ایک معاملے میں ، پلاٹینٹ ماد sampleہ نمونے کے اوپر اور نیچے سایڈست اونچائی کے ساتھ لگائے جاتے تھے۔
فاسٹآر
ایک بڑھتے ہوئے نظام کو تیار کیا گیا تھا تاکہ سیرامیکس کے دو فاسٹیر ایکس این ایم ایکس ایکس یونٹوں کو مواد کے اوپر اور نیچے نصب کیا جاسکے۔ ایک فاسٹیر ایکس اینوم ایکس میں سات حرارتی عناصر ہوتے ہیں جو ایک 500 x 500 ملی میٹر کے معاملے میں متوازی فیشن میں نصب ہوتے ہیں۔ ان ٹیوبوں کے درمیان وقفہ کاری 500 ملی میٹر ہے۔ 500W اور 81W 'لمبی' (کل لمبائی: 1500mm) عناصر کو بالترتیب 2000 یا 473kW کی دو اکائیوں سے کل آؤٹ پٹ دیتے ہوئے استعمال کیا جاتا تھا۔ ہیٹر یونٹوں کو اس طرح نصب کیا گیا تھا کہ عنصر کی سطح اور نمونے کے درمیان فاصلہ 21mm اور 28mm کے درمیان مختلف تھا۔
استعمال شدہ تجرباتی پروٹوکول مندرجہ ذیل تھا:
- مداحوں نے سوئچ کیا
- وسطی تین حرارتی عناصر کو تبدیل کیا گیا ، اوپر اور نیچے سے نیچے
- باہر حرارتی چار عناصر کو تبدیل کیا گیا ، اوپر اور نیچے سے نیچے
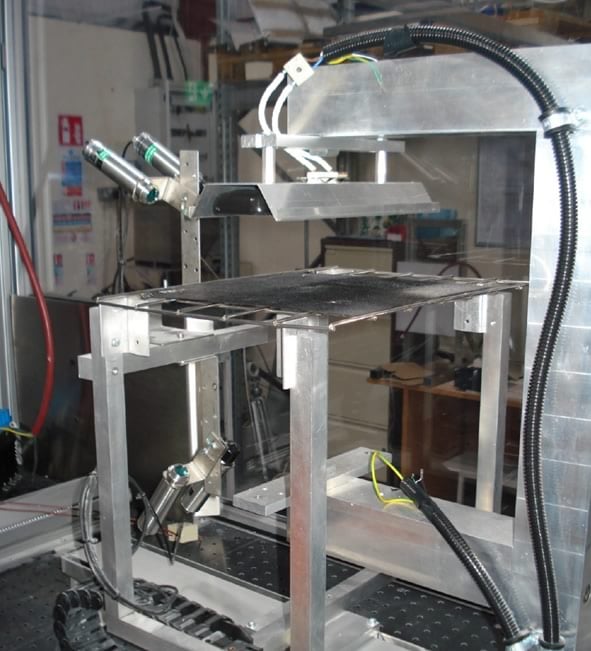
فاسٹ 1 میں دونوں فاسٹآرائی یونٹوں کے مابین نمونے کی تصویر دکھائی گئی ہے۔ دونوں حرارتی یونٹوں کے مابین فاصلہ بند کرنے کے لئے کچھ بھی استعمال نہیں کیا گیا تھا
عناصر
فاسٹ آئیر یونٹ میں دو قسم کے عنصر لگائے جاسکتے ہیں۔ کوارٹج ہالوجن اور کوارٹج ٹنگسٹن۔ یہ عناصر مختلف اورکت اورکت طول موج کا اخراج کرتے ہیں۔ 1.0 - 1.2μm کے درمیان تقریبا 1.6 - 1.9μm اور tungsten پر halogen۔ ہر ٹیوب کا قطر 10mm ، 473mm کی کل لمبائی اور 415mm کی گرم لمبائی ہوتا ہے۔

کالا کھوکھلا
سیرامیکس کے 2W FFEH عناصر کا ایک 7 x 800 میٹرکس شامل کرنے کے لئے ایک کسٹم ہیٹنگ پلاٹ تیار کیا گیا تھا ، جس میں ہر پلاٹ کو 11.2kW طاقت ملتی ہے۔ یہ میٹرکس ایک 510 x 510mm کیس میں منسلک تھا اور اسی فریم میں سوار تھا جس میں مندرجہ بالا تفصیل سے فاسٹیر سسٹم تھا۔ تجرباتی پروٹوکول استعمال کیا گیا تھا۔ تاہم ، ان تختیوں میں شائقین کو ملازم نہیں رکھا گیا تھا۔ ان عناصر کے مابین فاصلہ 65 ملی میٹر تھا۔
دو مختلف عنصر کے نمونے کے فاصلے استعمال کیے گئے ، 50 اور 100mm۔ ایک بار پھر ، دو حرارتی یونٹوں کے مابین کا فاصلہ کھلا رہ گیا تھا
عناصر
سیرامیکس سیاہ رنگ کے کھوکھلے عناصر درمیانے درجے سے طویل حکومت میں چوٹی طول موج کا اخراج کرتے ہیں (2 - 10μm)۔ ہر عنصر میں 245 x 60mm (lxw) کے طول و عرض ہوتے ہیں۔ سیرامک عناصر سے وابستہ طویل طول موج بہت سارے پالیمرک مواد کو گرم کرنے کے ل. بہت موثر ہے۔
انسٹرو
قسم کے تھرموکوپلس کو ایم ایکس اینوم ایکس سکرو کا استعمال کرتے ہوئے نمونے کی سطح پر چسپاں کیا گیا تھا۔ سیرامک سیمنٹ پر مقدمہ چلایا گیا تھا لیکن اس مواد کی سطح پر نہیں کھڑا تھا۔ مطلوبہ اعلی درجہ حرارت کے پیش نظر ، دستیاب چپکنے والی کوئی چیز مستحکم نہیں رہے گی ، لہذا مکینیکل فکسیکشن ضروری سمجھا جاتا تھا۔ تھرموکوپلس ہر نمونہ کے مرکز میں واقع تھے اور 3mm (ایج) اور 10mm (سہ ماہی) بھی کنارے سے جیسا کہ شکل 30 میں دکھایا گیا ہے۔ اس نے تھرموکوپلس کو براہ راست ٹیوب عناصر پر اور عناصر کے درمیان مرکز میں واقع کیا تاکہ زیادہ سے زیادہ درجہ حرارت کے فرق کو ریکارڈ کیا جاسکے۔ درجہ حرارت کا ڈیٹا ایک دوسرے وقفے سے ریکارڈ کیا گیا۔
سینڈوچ کی جانچ
سینڈوچ ٹیسٹر ایک اعلی درجے کی میٹریل تھرمل رسپانس ٹیسٹنگ مشین ہے جیسا کہ شکل 2 میں دکھایا گیا ہے۔ مختلف قسم کے اورکت ہیٹر کو دو پوزیشنوں میں لگایا جاسکتا ہے ، عمودی طور پر اوپر اور نیچے کا سامنا کرنا پڑتا ہے۔ یہ یقینی بناتا ہے کہ آزمائشی مواد کو اوپر سے اور / یا نیچے سے گرم کیا جاسکتا ہے۔ چار غیر رابطہ آپٹیکل پائرومیٹرز آزمائشی مواد کے اوپر اور نیچے کی سطح کے درجہ حرارت کا تعین کرنے کے لئے استعمال کیے جاتے ہیں۔ emitters کے اپنے آپریٹنگ درجہ حرارت تک گرم کرنے کی اجازت ہے اور اس کے بعد مواد کو پہلے سے طے شدہ مدت کے لئے emitter (s) کے تحت لایا جاتا ہے۔ یہ جانچ 1kW ٹنگسٹن (کیو ٹی ایم) اور 800W سیاہ کھوکھلی عناصر (FFEH) دونوں کے ساتھ نمونے کے اوپر 75 ملی میٹر نصب کی گئی ہے تاکہ اس بات کا تعین کیا جاسکے کہ کون سے ہیٹر نے مواد کے ذریعے بہترین دخول دیا ہے۔
نتائج کی نمائش
فاسٹآر
اس حصے میں زیربحث تینوں مواد کے لung ٹنگسٹن اور ہالوجن ٹیوبوں کے نتائج کے بارے میں رپورٹ کیا گیا ہے۔ ٹیسٹ تین مختلف ہیٹر اونچائی (55 ملی میٹر ، 80 ملی میٹر اور 95 ملی میٹر) کے ساتھ کئے گئے۔
جھانکنا
1500mm کے ذریعہ علیحدہ علیحدہ علیحدہ علیحدہ علیحدہ علیحدہ علیحدہ علیحدہ علیحدہ علیحدہ علیحدہ علیحدہ علیحدہ علیحدہ علیحدہ علیحدہ علیحدہ علیحدہ علیحدہ علیحدہ علیحدہ علیحدہ علیحدہ علیحدہ پہلو کے ساتھ ابتدائی مقدمات کی سماعت PEEK نمونے اور دو فاسٹ ہیٹر کے ساتھ کی گئی۔ فگر 110 میں دکھائے گئے اس ٹیسٹ کے نتائج سے ظاہر ہوتا ہے کہ نمونہ مطلوبہ درجہ حرارت تک نہیں پہنچ سکا۔
عناصر کو 2000W شارٹ ویو ہالوجن (کیو ایچ ایل) ٹیوبوں میں تبدیل کردیا گیا جس سے یہ ظاہر ہوتا ہے کہ ، اسی علیحدگی پر ، نمونہ ایک جگہ پر مطلوبہ درجہ حرارت سے تجاوز کر گیا۔ اس مثال میں ، زیادہ سے زیادہ درجہ حرارت 485 ° C ریکارڈ کیا گیا ، تاہم ، درجہ حرارت میں نمایاں فرق (83 ° C تک) کا بھی پتہ چلا۔ 425 ° C کا ہدف درجہ حرارت تک پہنچنے کے لئے درکار وقت 99 سیکنڈ تھا۔ یہ صرف دو مقامات پر حاصل کیا گیا تھا
ہیٹر کے فاصلے میں اضافے کے ساتھ ہی کوارٹج ٹنگسٹن (کیو ٹی ایل) ٹیوبوں (ایکس این ایم ایکس ڈبلیو) کا بھی جانچ پڑتال تین سطحوں پر زیادہ سے زیادہ درجہ حرارت پر گرنے کے ساتھ ہوا۔ 2000 ملی میٹر میں ، زیادہ سے زیادہ اور کم سے کم درجہ حرارت 55 ° C کا پتہ چلا۔ ہدف کا درجہ حرارت ، پورے مواد کے نمونے کے اس پار 520 سیکنڈ میں حاصل کیا گیا۔ 206 ملی میٹر تک فاصلہ بڑھاتے ہوئے ، یہ 80 ° C اور 450 ° C رہ گئے اور 415mm پر نمونے سے اوپر ، نمونے کا زیادہ سے زیادہ اور کم سے کم درجہ حرارت 95 اور 407 ° C تھا۔
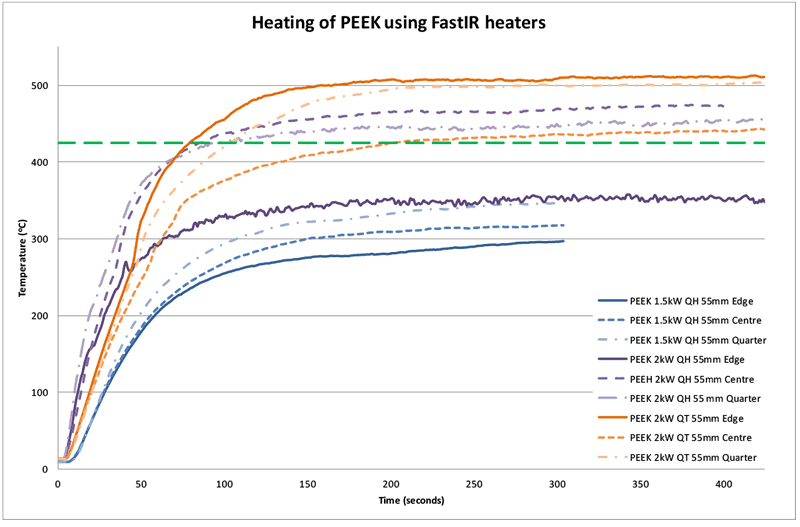
شکل 4 درجہ حرارت میں تغیر ظاہر کرتا ہے جو نمونے کے قریب ہیٹروں کی قربت کے ساتھ ساتھ 425 ° C (206kW QT ہیٹر کے لئے 2 سیکنڈ) میں مواد کو گرم کرنے کے لئے درکار وقت کی وجہ سے نمونہ کے اس پار واقع ہوسکتا ہے۔
ایکس این ایم ایکس ° ڈبلیو ٹنگسٹن ٹیوبوں کا تجربہ نہیں کیا گیا کیوں کہ یہ استعمال شدہ عناصر کی طاقت کو کم کرنے کے بجائے ہیٹر کے فاصلے کو بڑھانا زیادہ عملی طور پر اہم سمجھا جاتا تھا۔
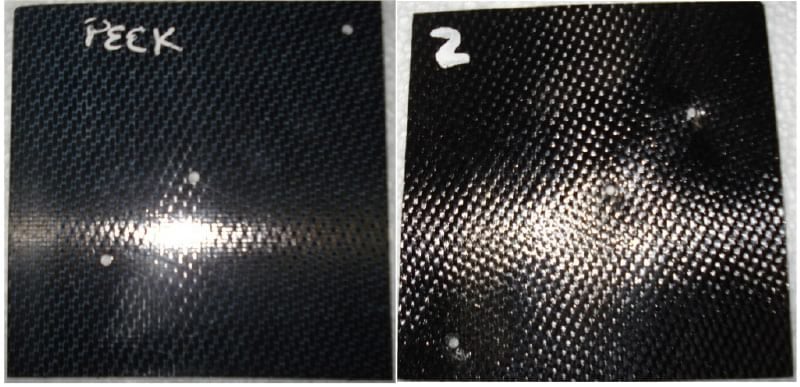
فگر 5 گرمی سے پہلے اور بعد میں نمونے میں بصری فرق کو ظاہر کرتا ہے۔
پییک
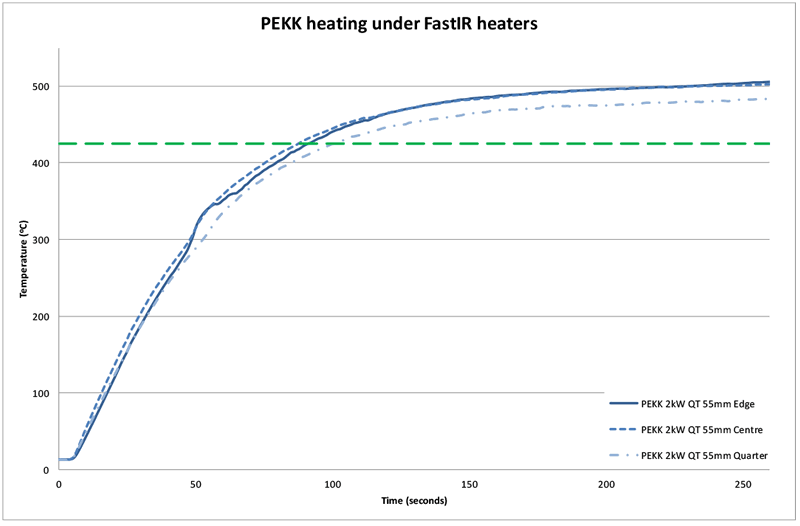
PEKK کو صرف 2000mm میں 55W ٹنگسٹن ہیٹر کے ساتھ گرم کیا گیا تھا۔ 500 excess C سے زیادہ درجہ حرارت ریکارڈ کیے جانے کے ساتھ مواد کا تھرمل ردعمل بہترین تھا۔ کم سے کم مقررہ درجہ حرارت 102 سیکنڈ میں حاصل کیا گیا اور زیادہ سے زیادہ درجہ حرارت 500 ° C سے زیادہ ریکارڈ کیا گیا۔
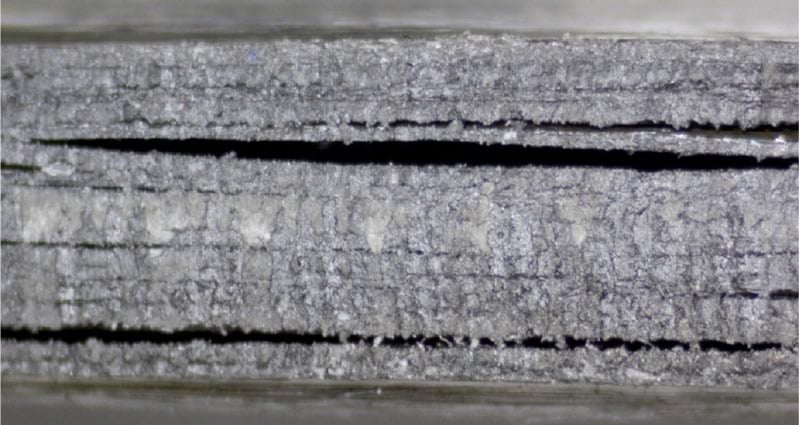
یہ قابل غور تھا کہ یہ نمونہ کناروں پر کچھ الگ ہوجاتا ہے اور کچھ سطح بگاڑ کو ظاہر کرتا ہے ، جیسے ہی پیکر 7 میں دکھایا گیا ہے ، ممکنہ طور پر اسٹوریج کے دوران نمی جذب ہونے اور تیز رفتار حرارتی نظام سے ہوا ہے۔
پی پی ایس
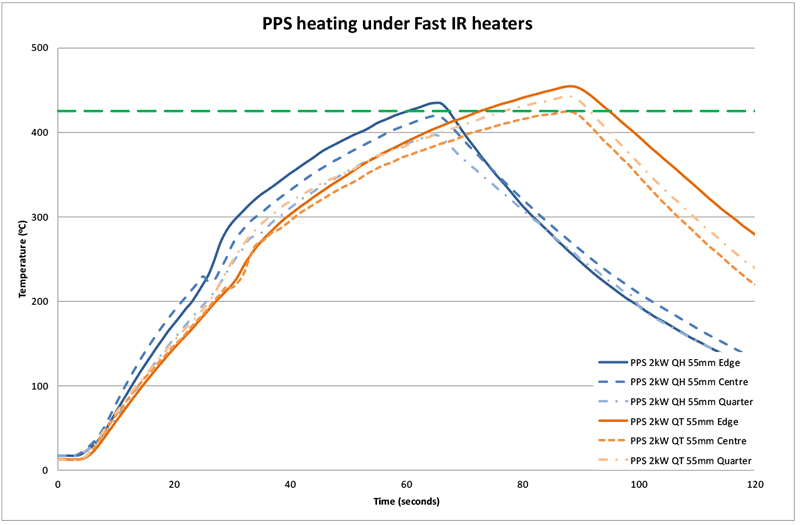
پی پی ایس مواد کو 2000W ہالوجن اور ٹنگسٹن ہیٹر کے ذریعہ آزمایا گیا تھا۔ ہالوجن ٹیسٹ 55mm کی علیحدگی اور 55mm اور 95mm پر ٹنگسٹن ٹیسٹ کے ساتھ کیا گیا تھا۔
اعداد و شمار نے ایک بار پھر ظاہر کیا کہ ٹنگسٹن ٹیوب اس مواد (ہالوجن ہیٹر کے مقابلے میں) کے لئے بہتر ہیٹر تھا جس میں درجہ حرارت زیادہ درجہ حرارت 55mm علیحدگی پر ریکارڈ کیا گیا تھا اور نمونہ کے پار درجہ حرارت میں بھی زیادہ یکسانیت ہے۔ ہالوجن ہیٹر کے لئے 38. C کی ایک تغیر اور ٹنگسٹن ہیٹر کے لئے 30. C ریکارڈ کیا گیا۔ یہ ریکارڈ شدہ تغیر ٹیوبوں کے نسبت تھرموکپل کے مقام سے انتہائی متاثر ہوگا۔ شناختی تھرموکول مقامات کی ضمانت نہیں ہے۔
425 ° C کے مواد کے مطلوبہ درجہ حرارت پر پہنچنے کے بعد پی پی ایس کے ساتھ ٹیسٹ جلد ہی ختم کردیئے گئے تھے کیونکہ نمونے سے گندھک کے مہکتے دھوئیں کی رہائی تھی۔
55mm کے فاصلے پر ، 66 ملی میٹر پر ہالوجن اور ٹنگسٹن ہیٹروں کے لئے بالترتیب 88 اور 55 سیکنڈ کے بعد ہدف درجہ حرارت ریکارڈ کیا گیا۔ جب ٹنگسٹن کے ہیٹر نمونے سے 95 ملی میٹر پر لگائے گئے تھے تو ، ہدف کا درجہ حرارت حاصل نہیں کیا گیا تھا۔
کالا کھوکھلا
ابتدائی ٹیسٹ 50mm کے عنصر مادی علیحدگی کے ساتھ کئے گئے تھے۔ ماد ofہ میں درجہ حرارت میں اضافہ تمام مادوں کے لئے بہت تیز تھا۔ سرد آغاز سے ، کھوکھلی عناصر مستحکم آپریشنل سطح تک گرمی میں تقریبا 10-12 منٹ لگتے ہیں (سطح کا درجہ حرارت تقریبا. 700 ° C)۔ مادی درجہ حرارت میں اضافہ ہیٹر کے حرارتی منحنی خطوط سے ملتا جلتا تھا ، تاہم ، اس میں ایک وقفہ موجود تھا۔
جھانکنا
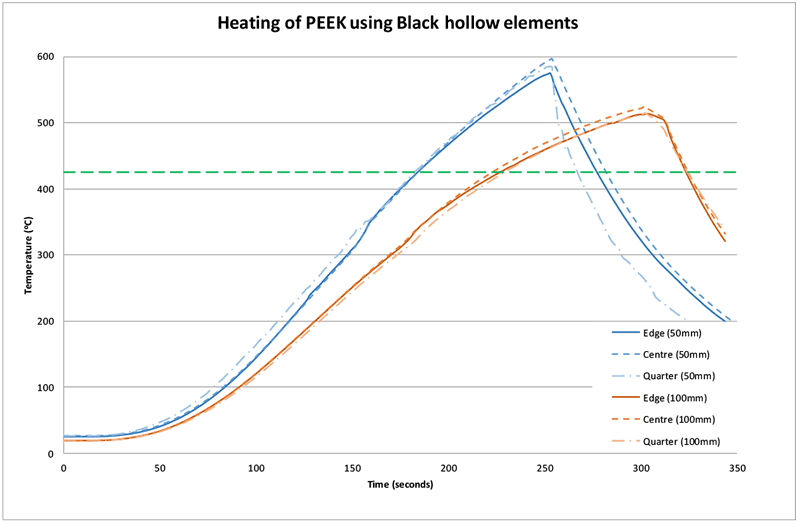
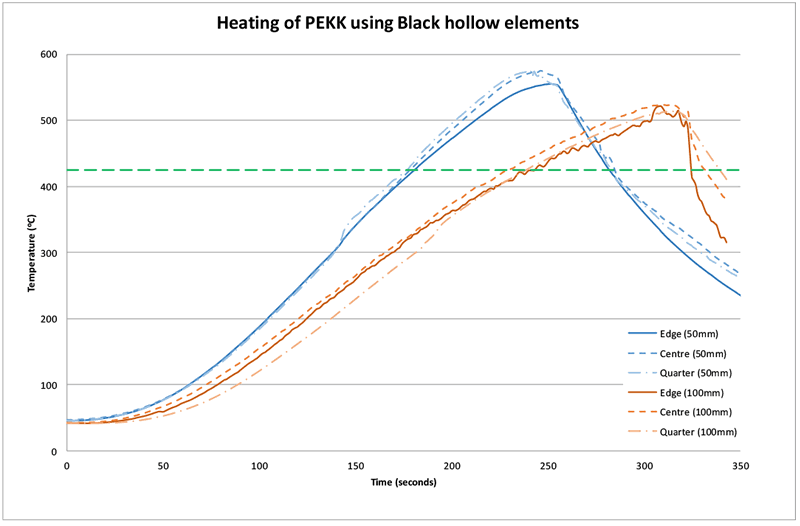
مطلوبہ پروسیسنگ درجہ حرارت تک پہنچنے کے لئے PEEK کے نمونے کو گرم کرنے کے لئے لیا گیا وقت کا ایک پلاٹ ، شکل 9 میں نیچے دکھایا گیا ہے۔ یہ ظاہر کرتا ہے کہ 425 ° C تک حرارتی وقت 185 ملی میٹر پر ہیٹر آن ہونے سے تقریبا 50 سیکنڈ ہے۔ اگر فاصلہ 100 ملی میٹر میں بڑھا دیا گیا ہے تو ، اس وقت کو 230 سیکنڈ تک بڑھا دیا گیا ہے۔ نمونے کو گرمی کے دوران دونوں پلاٹوں کے درمیان چھوڑ دیا گیا تھا اور ٹھنڈا کرنے کے لئے اسے ہٹا دیا گیا تھا۔
پییک
PEKK کے لئے کم سے کم حد تک پہنچنے میں جو وقت لگا وہ PEEK کے مقابلے میں قدرے لمبا تھا۔ اس کی دو ممکنہ وجوہات موجود ہیں: 1.) مادہ اورکت تابکاری کو جذب نہیں کرتا ہے اور نیز PEEK اور 2.) مادہ کی موٹائی دوگنی بڑی ہونے کی وجہ سے ہے (بالترتیب 1 اور 2mm)۔ 425 ° C تک 50 ملی میٹر پر پہنچنے کے لئے درکار وقت 181 سیکنڈ تھا اور 100mm پر یہ 244 سیکنڈ تک بڑھ گیا
پی پی ایس
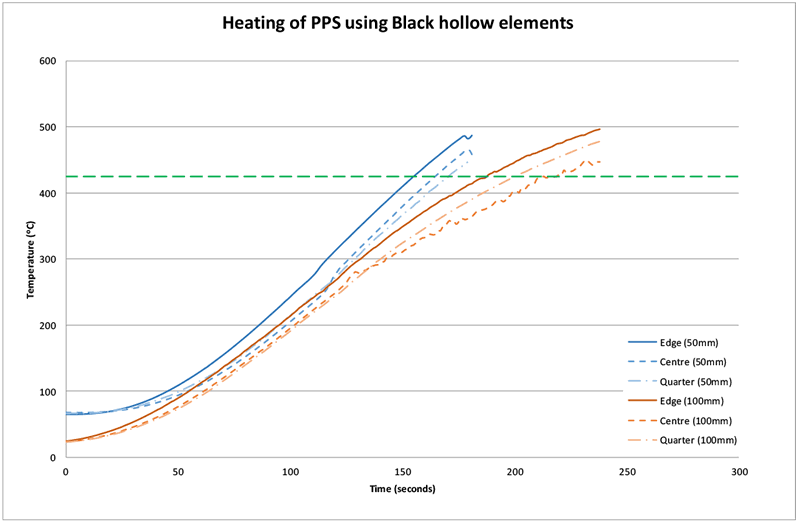
425 with C کے ساتھ کالے کھوکھلے عناصر کے ساتھ پی پی ایس نے بڑی کامیابی کے ساتھ 171 سیکنڈ اور 219 سیکنڈ میں بالترتیب 50 اور 100 ملی میٹر پر ریکارڈ کیا۔ اس مواد کے لئے حرارتی وکر کو شکل 11 میں دکھایا گیا ہے۔ ایک بار پھر ، گندھک مہکنے والے دھوئیں کی رہائی واقع ہوئی ، تاہم اس کی مقدار اتنی نہیں تھی جتنی کہ اوپر دی گئی تفصیل کے مطابق ہالوجن ہیٹر کے ساتھ ہے۔ یہ جزوی طور پر ہیٹنگ پلاٹ کی پشت پر شائقین کی عدم موجودگی کی وجہ سے ہوسکتا ہے۔
ہالوجن ، ٹنگسٹن اور کھوکھلی سرامک عناصر کے ساتھ ، ہدف کے درجہ حرارت پر مواد کو گرم کرنے کے لئے ضروری وقت کا ایک خلاصہ ٹیبل 1 میں ذیل میں دکھایا گیا ہے۔ چونکہ 55mm سے زیادہ فاصلوں پر halogen عناصر کو چڑھانا عالمی سطح پر کامیاب نہیں تھا ، لہذا ان نتائج کو ٹیبل سے خارج کردیا گیا۔
|
مواد |
ہیٹر کی قسم (بجلی)
|
فاصلہ | 425 reach C تک پہنچنے کا وقت |
|---|---|---|---|
| جھانکنا | کیو ایچ ایل (2kW) | 55mm | 99 |
| کیو ٹی ایل (2kW) | 55mm | 206 | |
| FFEH (800W) | 50mm | 185 | |
| FFEH (800W) | 100mm | 230 | |
| پییک | کیو ٹی ایل (2kW) | 55mm | 102 |
| FFEH (800W) | 50mm | 181 | |
| FFEH (800W) | 100mm | 244 | |
| پی پی ایس | کیو ایچ ایل (2kW) | 55mm | 66 |
| کیو ٹی ایل (2kW) | 55mm | 88 | |
| FFEH (800W) | 50mm | 171 | |
| FFEH (800W) | 100mm | 219 |
سینڈوچ کی جانچ
مواد کے ذریعے گرمی کی منتقلی کے بارے میں معلومات حاصل کرنے کے لئے سینڈوچ کی جانچ کی گئی۔ نمونے کو ایک ہی طرف سے گرم کرکے ، دونوں اطراف کے درجہ حرارت کی پیمائش کرکے اور نتائج کا موازنہ کرکے یہ کام کیا گیا تھا۔ ٹنگسٹن ٹیوبیں اور کالے کھوکھلے عناصر کی صرف جانچ پڑتال کی گئی تھی ، جیسے فاسٹ آئ آر کے نتائج کی بنیاد پر ، شارٹ ویو ہالوجن ٹیوبیں زیربحث مواد کے ل suitable مناسب ہیٹر نہیں ہیں۔
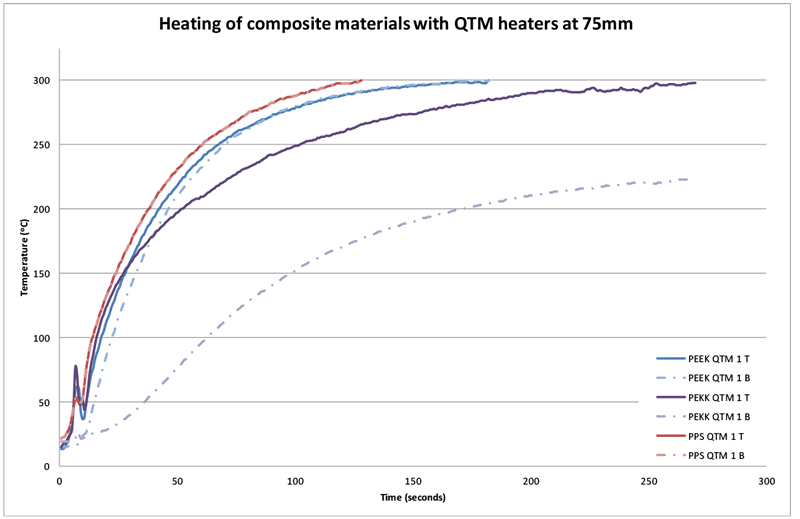
کیو ٹی ایم عناصر کے نتائج سے پتہ چلتا ہے کہ پیئیک اور پی پی ایس مواد کے لئے اوپر اور نیچے کی سطح کے مابین درجہ حرارت کا کوئی خاص فرق نہیں ہے ، البتہ پی پی ایس زیادہ تیزی سے گرم ہوتا ہے اور اس مادے کے منحنی خطوط میں فرق نہیں ہوتا ہے۔ یہ واضح رہے کہ یہ دونوں مواد بہت پتلے (N 1 ملی میٹر) ہیں۔ جیسا کہ توقع کی گئی ہے ، PEKK کے لئے درجہ حرارت کا فرق اس کی موٹائی (≈ 75mm) کی وجہ سے (2 ± 2oC) زیادہ تھا۔ یہ نتائج نیچے کے شکل 12 میں دکھائے گئے ہیں۔
آپریشنل وجوہات کی بناء پر ، آزمائش ختم ہوجاتی ہے جب پیرومٹر کے ذریعہ 300 ° C کے درجہ حرارت کا پتہ چل جاتا ہے۔ ٹیسٹ کے پہلے 30 سیکنڈ میں دیکھا جانے والا چوٹی عکاس ہے اور درجہ حرارت کی صحیح ریڈنگ نہیں ہے۔
ان نتائج سے ثابت ہوتا ہے کہ ٹنگسٹن ٹائپ ہیٹر کا استعمال کرتے ہوئے پی ای ای کے اور پی پی ایس کے لئے مادے کی اچھی IR دخول ممکن ہے۔ تاہم ، پی ای کے کے کے لئے درجہ حرارت کی مساوات اتنی اچھی نہیں ہے ، جو ٹیسٹ 75 سیکنڈ میں آخری 18 سیکنڈ میں درجہ حرارت میں تقریبا 4 ° C کے فرق سے ظاہر ہوتا ہے۔
یہ تجزیہ کرنے کے ل the مادی نمونوں کو ہیٹر کے قریب منتقل کرنا ممکن نہیں تھا کیونکہ اس سے کیا اثر پڑے گا کیونکہ پائورومیٹر کو دیکھنے کے ل required مواد کے مطالعے کو مسخ کرنے کے لئے درکار شدید زاویہ پڑتا ہے۔
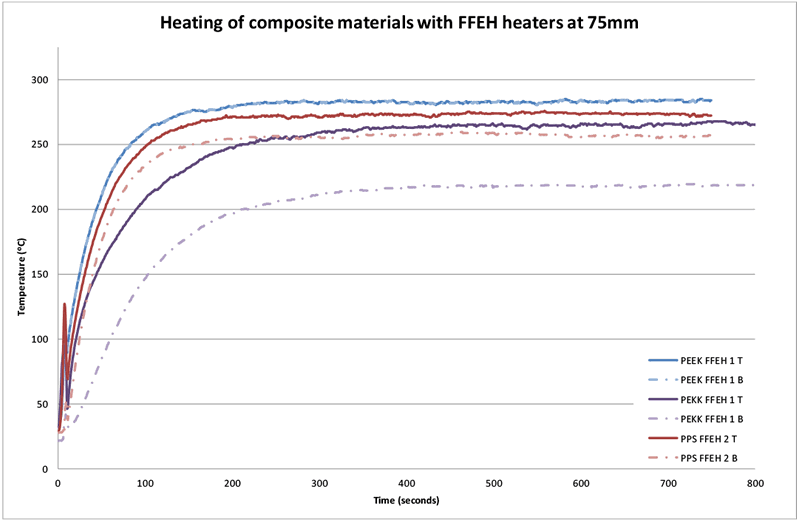
اسی فاصلے پر (75 ملی میٹر) سیاہ کھوکھلی عناصر کے ساتھ نمونے گرم کرنا ، اسی طرح کے رجحان کو ظاہر کرتا ہے جس میں زیادہ درجہ حرارت کے فرق (45 ± 2 ° C) کی طرف سے دیکھا جاتا ہے گایک PEKK مواد (پتلی مادے کے مقابلے میں)۔ پیئیک کے اوپر اور نیچے کی سطحوں کا درجہ حرارت عملی طور پر الگ نہیں ہوتا ہے۔ تاہم پی پی ایس (25 ± 2 ° C) کے درجہ حرارت میں فرق ہے۔ یہ ڈیٹا فگر 13 میں دکھایا گیا ہے۔ اس سے ظاہر ہوتا ہے کہ لمبائی طول موج کے تابکاری کے ساتھ پی پی ایس میں IR دخول اتنا اچھا نہیں ہے جتنا چھوٹا ٹنگسٹن IR ہے ، تاہم ، پی ای کے کے درجہ حرارت کی برابری بہتر ہے (لیکن مثالی نہیں)۔
ایکس این ایم ایکس ایکس ملی میٹر کی علیحدگی پر ، ٹنگسٹن ہیٹر کا استعمال کرتے ہوئے زیادہ سے زیادہ درجہ حرارت اور حرارتی شرح حاصل کی جاتی ہے جو پچھلے پلاٹوں کے نتائج سے متصادم دکھائی دیتی ہے۔ تاہم اس کو بطور گائیڈ استعمال نہیں کرنا چاہئے کیونکہ صرف ایک ہیٹر ہی استعمال ہوا تھا۔ مزید یہ کہ ، کسی ایک ہیٹر کے برعکس ہیٹروں کی صفوں کو استعمال کرکے ان خصوصیات میں بہتری لائی جائے گی۔
نتیجہ
- کئے گئے ٹیسٹوں اور اوپر بیان کردہ اشارے سے پتہ چلتا ہے کہ درمیانی لہر ہالوجن اور سیاہ کھوکھلی عناصر دونوں کے ذریعہ تین تھرموپلاسٹک کاربن جامع مواد کی کم سے کم 425 ° C تک حرارت ممکن ہے۔
- زیادہ سے زیادہ درجہ حرارت سیرامیکس ایکس این ایم ایکس ایکس بلیک کھوکھلی عنصر (ایف ایف ای ایچ) کا استعمال کرتے ہوئے قابل حصول ہے۔
- 425 ° C تک PEEK کو گرم کرنے کے لئے ضروری وقت 206mm پر 2kW ٹنگسٹن ٹیوب ہیٹر کے لئے 55 سیکنڈ اور 230mm پر FFEH عناصر کے لئے 100 سیکنڈ تھا
- 425 ° C تک PEKK سے 102 ° C تک گرم کرنے کا وقت 2mm پر 55kW ٹنگسٹن ٹیوب ہیٹر کے لئے 244 سیکنڈ اور 100mm پر FFEH عناصر کے لئے XNUMX سیکنڈ تھا
- 425 ° C تک پی پی ایس کو گرم کرنے کے لئے ضروری وقت 88mm پر 2kW ٹنگسٹن ٹیوب ہیٹر کے لئے 55 سیکنڈ اور 219mm پر FFEH عناصر کے لئے 100 سیکنڈ تھا
- زیادہ سے زیادہ درجہ حرارت ، ماد heating حرارتی شرح کو قابل حصول اور سطح کے درجہ حرارت کی یکسانیت اس فاصلے کا ایک مضبوط فنکشن ہے جس پر ہیٹر ماد fromل سے سوار ہوتے ہیں۔
- عمدہ IR دخول اور اسی وجہ سے درجہ حرارت کی برابری ، مواد کی موٹائی کے ذریعے ، پی پی ایس اور پیئیک کی درمیانی لہر ہالوجن (ٹنگسٹن) سے حاصل کی گئی تھی۔ PEKK کے ساتھ حاصل شدہ درجہ حرارت کی برابری اتنی اچھی نہیں تھی جتنی دوسرے مادوں کی طرح۔
- سیاہ کھوکھلی عناصر کا استعمال کرتے ہوئے آئی آر کے ساتھ بہترین آئی آر دخول اور درجہ حرارت کی برابری کو دیکھا گیا۔ یہ پراپرٹی PEKK اور پی پی ایس کے لئے اتنی اچھی نہیں تھی۔
مندرجہ بالا ٹیسٹ کے اعداد و شمار اور درجہ حرارت کو حاصل کرنے کے ل required قریبی عنصر - مادtionsی علیحدگی کی بنا پر ، جو سوالیہ مواد تیار کرنے کا مطالبہ کرتے ہیں ، کی بنا پر ، یہ ظاہر ہوتا ہے کہ سب سے بہترین اورکت ایمیٹر سیرامیکس ایکس این ایم ایکس ایکس بلیک فل فلیٹ کھوکھلی عنصر ہے۔ اگرچہ مطلوبہ درجہ حرارت کو حاصل کرنے کے لئے ٹنگسٹن ہیٹر کے مقابلے میں قدرے طویل ہیں ، لیکن استعمال شدہ عناصر کی قربت بہتر سطح کے درجہ حرارت میں یکسانیت کا باعث بنے گی۔ مزید برآں ، سیرامک عناصر کمرے کے درجہ حرارت سے شروع کیے گئے تھے اور آپریشنل سطح تک پہنچنے کے ل approximately تقریبا X 800 منٹ کی ضرورت ہے۔ لہذا ، عناصر کو پہلے سے گرم کرکے اس وقت کو نمایاں طور پر تبدیل کیا جاسکتا ہے۔
یہ بھی نوٹ کرنا چاہئے کہ یہ نتائج ان نمونوں پر مبنی ہیں جن کو جانچنے کے لئے دستیاب کیا گیا تھا (یعنی 1mm اور 2mm موٹائی میں)۔ موٹی حصوں کی حرارت کی جانچ پڑتال کے ل heating ہیٹنگ ٹکنالوجی میں نمایاں تبدیلیوں کی ضرورت ہوسکتی ہے تاکہ درجہ حرارت کی پروفائل کو یقینی بنایا جاسکے ، مواد کی موٹائی کے برابر ، یکساں اور اس کے نتیجے میں تشکیل دینے کے کاموں کے ل. موزوں ہے۔
1 پولیٹھر ایتھر کیٹون
2 پولیفین سلفائڈ
3 پولیٹیرکیٹیکونٹون
4 ٹیسٹ کے آخری 18 سیکنڈ میں اٹھائے گئے اوپر اور نیچے کی سطحوں کے درمیان اوسط فرق۔
اعلانِ لاتعلقی
ان ٹیسٹ کے نتائج پر احتیاط سے غور کیا جانا چاہئے اس سے پہلے کہ کسی مخصوص قسم کے اورکت ایمیٹر ملازمت کا عزم کرے۔
ہوسکتا ہے کہ دوسری کمپنیوں کے ذریعے دہرائے جانے والے ٹیسٹ سے وہی نتائج برآمد نہ ہوں۔ تجرباتی حالات میں فرق نتائج کو بدل سکتا ہے۔ غلطی کے دوسرے ذرائع میں شامل ہیں: ایمیٹر کا ملازم ، ایمیٹر کی استعداد ، بجلی کی فراہمی ، آزمائشی مواد سے امیٹر کا فاصلہ استعمال اور ماحول۔ مقامات جہاں درجہ حرارت کی پیمائش کی جاتی ہے وہ بھی نتائج میں مختلف ہونے کا سبب بن سکتا ہے۔