












| 著者 | 创建日期 | VERSION | 文件编号 |
|---|---|---|---|
| 彼得·马歇尔博士 | 8 2016月 | V1.1 | CC11 – 00101 |
介绍
CCP Gransden与Ceramicx接触,制造了一个红外线烤箱,以加热热塑性碳纤维预浸料进行成型操作。 这项测试工作是销售建议(CSP 000 008)中定义的功能的一部分。 第一阶段涉及该项目的红外加热器评估和选择,规定的最低材料温度为425°C。
材质说明
两种材料的三个样品以230 x 230 x 1mm的形式接收。 在这些情况下,矩阵为PEEK1 和PPS2。 PEKK的较小样本3 还收到尺寸为200 x 150 x 2mm的文件。 该材料是刚性的,光滑的,具有光泽的黑色表面。 PEEK和PPS样品表面的表面可见一个小图案。
将PEEK和PPS样品切成115 x 115 mm的小块。 将PEKK材料切成100 x 75mm片。
付款方式
评估了两个不同的加热器系列; 卤素(QH和QT)和黑色空心陶瓷(FFEH)。 在每种情况下,压板均以可调节的高度安装在材料样品的上方和下方。
快速红外
制造了一个安装系统,可以将两个Ceramicx的FastIR 500单元安装在材料上方和下方。 FastIR 500由七个并行安装在500 x 500 mm外壳中的加热元件组成。 这些管之间的间距为81mm。 使用了1500W和2000W'long'(总长度:473mm)元素,分别给出了两个单位21或28kW的总输出。 安装加热器单元时,要使元件表面与样品之间的距离在55mm和95mm之间变化。
使用的实验方案如下:
- 风扇已开启
- 中央三个加热元件打开,从上到下
- 外部四个加热元件打开,从上到下
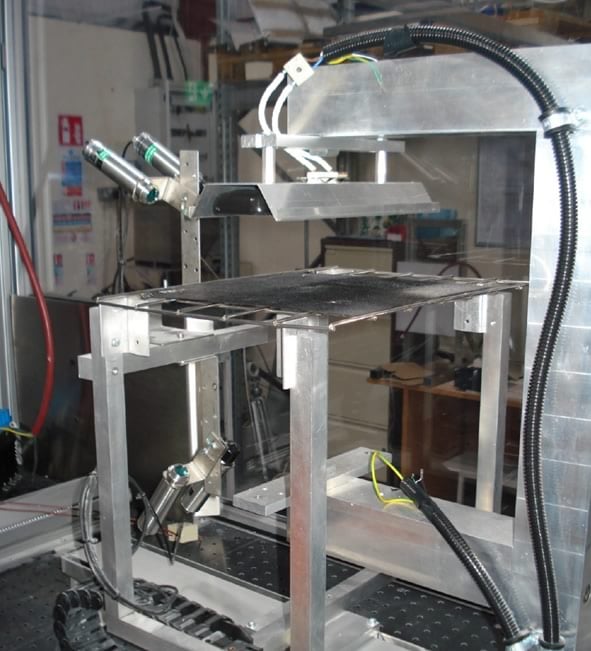
图1中显示了两个FastIR单元之间的样本图像。 没有用任何东西来封闭两个加热单元之间的间隙
元素
FastIR单元中可以安装两种类型的元件。 石英卤素和石英钨。 这些元素发出不同的峰值红外波长。 卤素大约在1.0 –1.2μm,钨在1.6 –1.9μm之间。 每个管的直径为10mm,总长度为473mm,加热长度为415mm。

黑色空心
设计了定制的加热压板,以结合Ceramicx的2W FFEH元件的7 x 800矩阵,从而为每个压板提供11.2kW的功率。 该矩阵封装在510 x 510mm的盒子中,并与上述FastIR系统安装在同一框架中。 使用了实验方案; 但是,这些压板中没有雇用风扇。 这些元素之间的距离为65mm。
使用了两个不同的元素样本距离50和100mm。 同样,两个加热单元之间的缝隙保持敞开
元素
Ceramicx黑色中空元件在中长距离范围内(2 –10μm)发出峰值波长。 每个元素的尺寸为245 x 60mm(lxw)。 与陶瓷元件有关的较长波长对于加热许多聚合物材料非常有效。
控制系统
使用M3螺钉将K型热电偶固定在样品表面。 对陶瓷水泥进行了试验,但是它没有粘附到材料的表面。 考虑到所需的高温,没有可用的粘合剂会保持稳定,因此认为需要机械固定。 热电偶位于每个样品的中心,并且距边缘10mm(边缘)和30mm(四分之一),如图2所示。 这样就将热电偶直接放置在管件上方和管件之间的中间位置,以便记录最大温差。 每隔一秒记录一次温度数据。
三明治测试
三明治测试仪是一种先进的材料热响应测试机,如图2所示。 可以将各种类型的红外加热器安装在垂直向上和向下的两个位置。 这确保了可以从顶部和/或底部加热被测材料。 四个非接触式光学高温计用于确定被测材料的顶部和底部表面温度。 使发射器升温到其工作温度,然后将物料置于发射器下方一段预定的时间。 使用安装在样品上方1mm的800kW钨(QTM)和75W黑色空心元件(FFEH)进行此测试,以确定哪个加热器对材料的穿透性最好。
成果
快速红外
本节报告了针对上述三种材料的钨和卤素灯管的发现结果。 使用三种不同的加热器高度(55mm,80mm和95mm)进行了测试。
PEEK
使用PEEK样品和两个带有1500W石英卤素灯管(间隔110mm)的FastIR加热器进行了初步试验。 测试结果如图4所示,表明样品未能达到要求的温度。
将元素更改为2000W短波卤素(QHL)管,这表明在相同的分离条件下,样品在一个位置达到并超过了所需温度。 在这种情况下,记录的最高温度为485°C,但是,也检测到明显的温差(最高83°C)。 达到目标温度425°C所需的时间为99秒。 这仅在两个地点实现
还对石英钨(QTL)管(2000W)在三个级别进行了检查,随着加热器距离的增加,最高温度下降。 在55mm处,检测到的最高和最低温度为520°C。 跨材料样品的目标温度在206秒内达到。 增加到80mm的距离,将它们降低到450°C和415°C,并且在样品上方95mm处,样品的最高和最低温度为407和393°C。
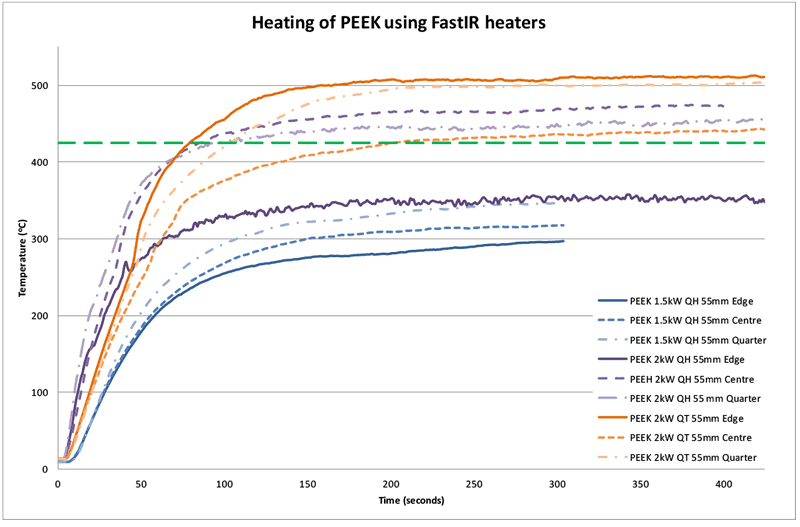
图4显示了由于加热器与样品的距离非常近而在整个样品上可能发生的温度变化,以及将材料加热到425°C所需的时间(对于206kW QT加热器为2秒)。
150°W钨管未经测试,因为增加加热器距离远比降低所用元件的功率在操作上更为重要。
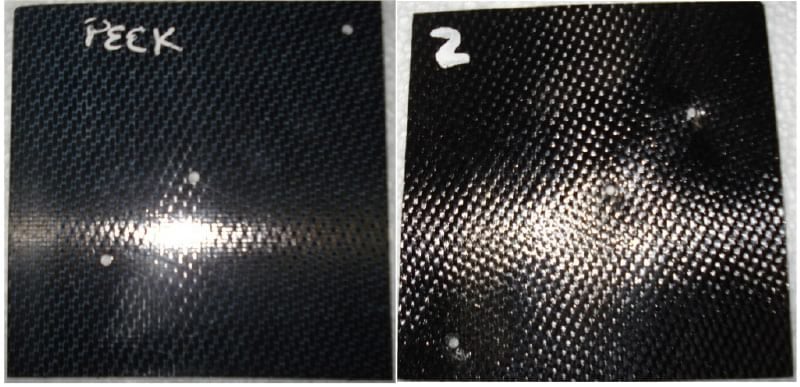
图5显示了加热前后样品的视觉差异。
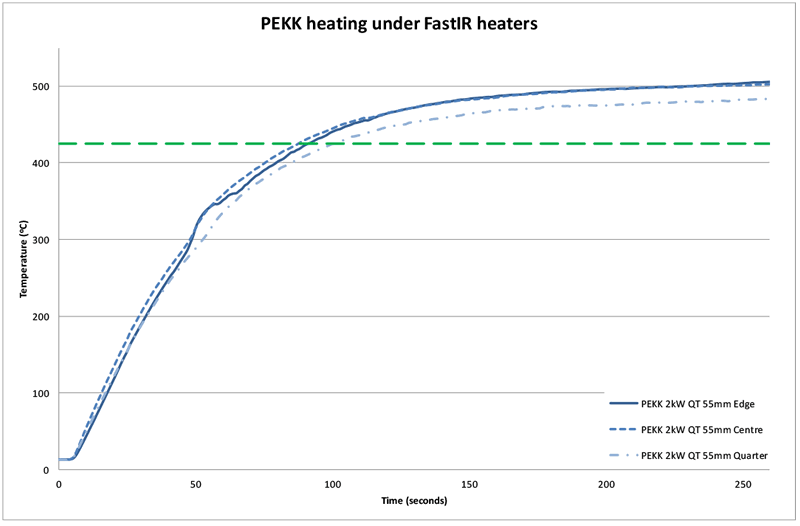
佩克
仅用2000mm的55W钨加热器加热PEKK。 该材料的热响应极佳,记录的温度超过500°C。 最低规定温度在102秒内达到,记录的最高温度超过500°C。
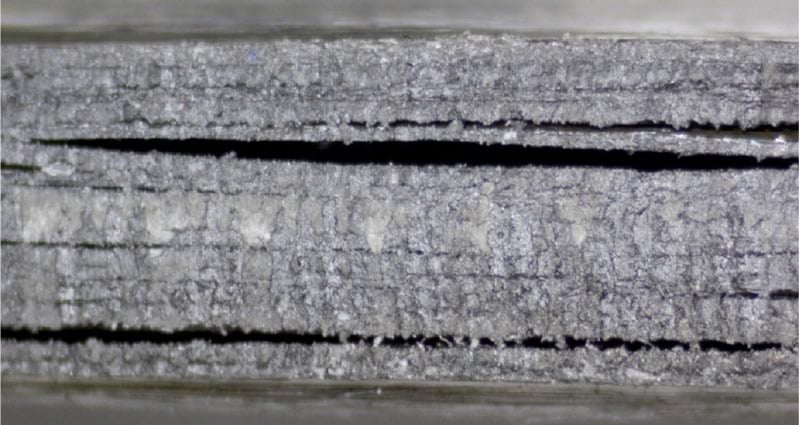
值得注意的是,如图7所示,该样品似乎在边缘显示出一些裂口和分层,并且在加热后还出现了一些表面变形,可能是由于存储过程中的吸湿和发生的快速加热所致。
聚苯硫醚
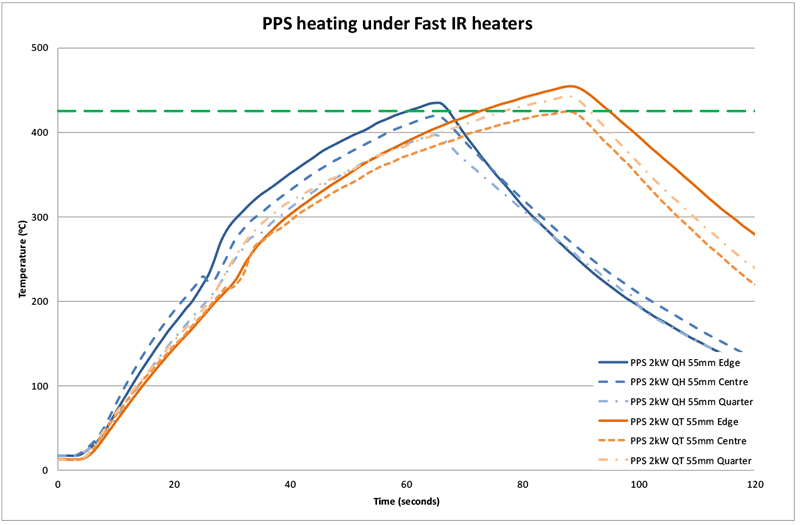
使用2000W卤素和钨加热器对PPS材料进行了测试。 卤素测试的间隔为55mm,钨测试的间隔为55mm和95mm。
数据再次表明,钨管是这种材料的更好的加热器(比卤素加热器),在55mm分离时记录到更高的温度,并且整个样品的温度均匀性更高。 记录卤素加热器的38°C变化和钨加热器的30°C。 该记录的变化将受到热电偶相对于管的位置的很大影响。 不能保证相同的热电偶位置。
材料达到所需的425°C温度后,立即终止了PPS测试,因为样品中释放出硫磺味烟气。
在55mm的距离处,分别在66和88秒后分别记录卤素和钨加热器在55mm处的目标温度。 将钨加热器安装在距离样品95mm处时,未达到目标温度。
黑色空心
初始测试是使用50mm的元素-材料间距进行的。 对于所有材料,材料的温度上升非常迅速。 从冷启动开始,空心元件需要大约10-12分钟的时间才能加热到稳定的工作水平(表面温度约为700°C)。 材料温度的升高大致类似于加热器的加热曲线,但是,这存在时间滞后。
PEEK
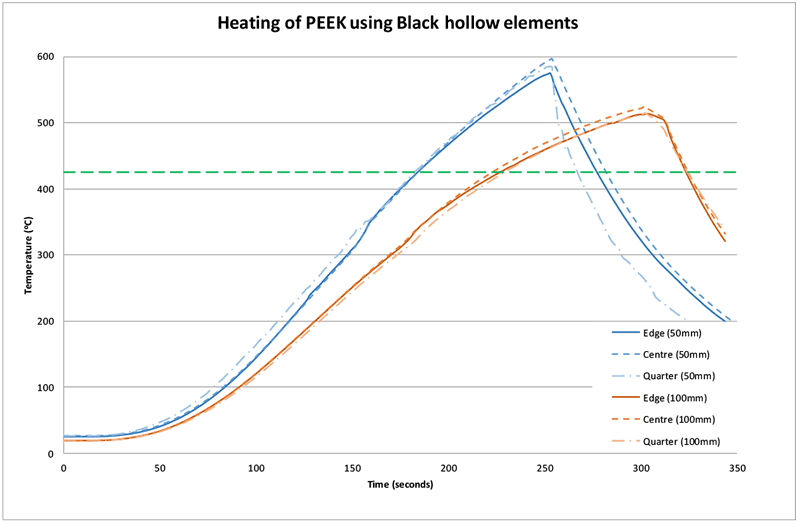
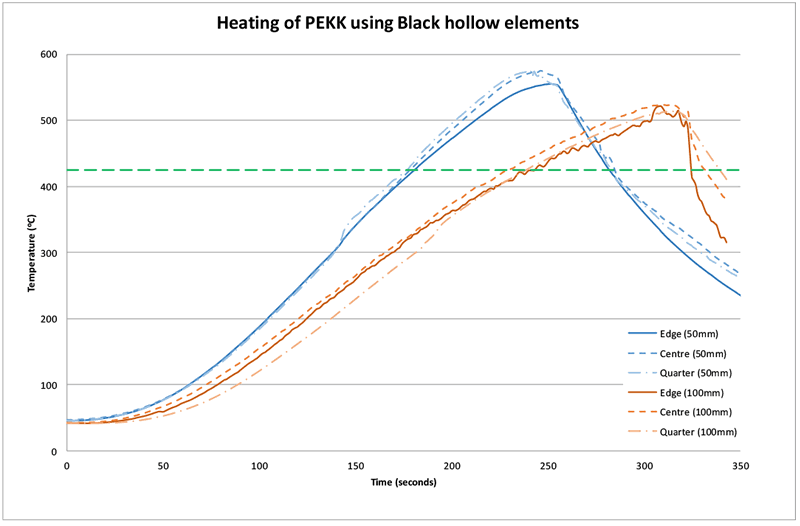
下图9显示了加热PEEK样品达到所需处理温度所花费的时间图。 这表明从以425mm的温度打开加热器后,到185°C的加热时间约为50秒。 如果距离增加到100mm,则时间增加到230秒。 在加热过程中将样品留在两个压板之间,并取出进行冷却。
佩克
PEKK达到最低阈值所需的时间比PEEK稍长。 有两个可能的原因:1。该材料不吸收红外辐射,而PEEK和2。)该材料的厚度是其两倍(分别为1和2mm)。 在425mm处达到50°C所需的时间为181秒,在100mm处增加到244秒
聚苯硫醚
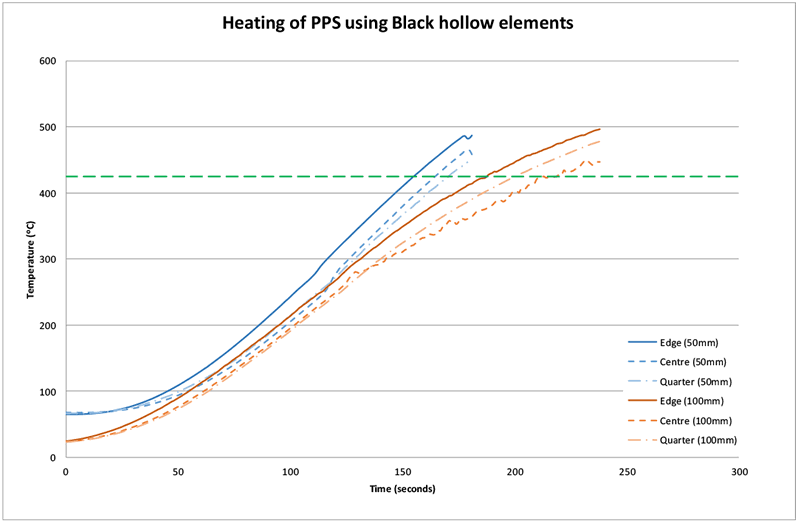
PPS用黑色中空元件(425°C分别在171秒和219秒分别在50和100mm处)成功加热。 该材料的加热曲线如图11所示。 再次,释放出硫磺味烟雾,但是其数量不如上述卤素加热器那么多。 这可能部分是由于加热台板背面没有风扇所致。
下表1中显示了将材料(含卤素,钨和中空陶瓷元素)加热到目标温度所需时间的摘要。 由于无法普遍将卤素元件安装到比55mm更长的距离,因此表中省略了这些结果。
|
材料 |
加热器类型(功率)
|
距离 | 达到425°C的时间 |
|---|---|---|---|
| PEEK | QHL(2kW) | 55mm | 99 |
| QTL(2kW) | 55mm | 206 | |
| FFEH(800W) | 50mm | 185 | |
| FFEH(800W) | 100mm | 230 | |
| 佩克 | QTL(2kW) | 55mm | 102 |
| FFEH(800W) | 50mm | 181 | |
| FFEH(800W) | 100mm | 244 | |
| 聚苯硫醚 | QHL(2kW) | 55mm | 66 |
| QTL(2kW) | 55mm | 88 | |
| FFEH(800W) | 50mm | 171 | |
| FFEH(800W) | 100mm | 219 |
三明治测试
进行了夹心测试,以获得有关热量通过材料传递的信息。 通过从一侧加热样品,测量两侧温度并比较结果来完成。 仅检查了钨管和黑色空心元件,因为根据FastIR结果,短波卤素管不适用于所讨论的材料。
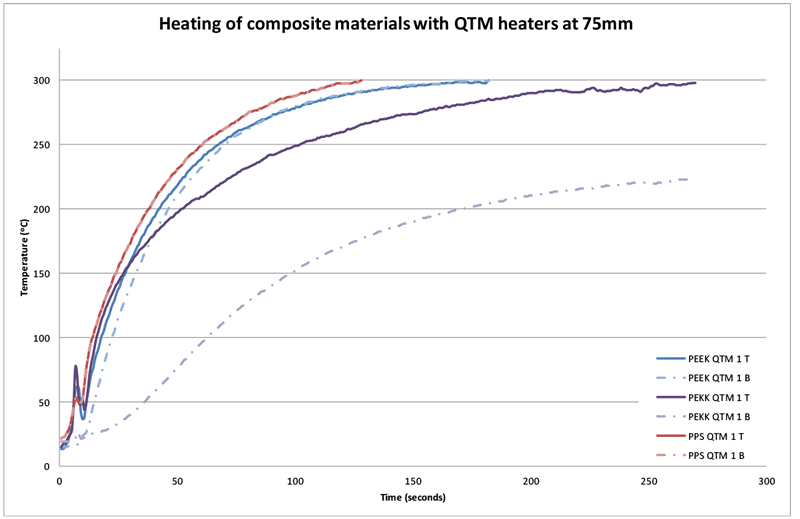
QTM元素的结果表明,PEEK和PPS材料的顶表面和底表面之间没有明显的温差,但是PPS加热得更快,并且这种材料的曲线几乎无法区分。 必须注意的是,这两种材料都非常薄(≈1mm)。 正如预期的那样,由于PEKK的厚度(≈75mm),其温差更大(2±2oC)。 这些结果显示在下面的图12中。
出于操作原因,当高温计检测到300°C温度时,测试终止。 在测试的前30秒中看到的峰值是反射率,而不是真实的温度读数。
这些结果表明,使用钨型加热器,PEEK和PPS可以使材料具有良好的IR穿透性。 但是,通过test75的最后18秒内几乎4°C的温度差证明了PEKK的温度均衡效果不佳。
无法将材料样品移近加热器以分析其影响,因为高温计看到材料所需的锐角会扭曲读数。
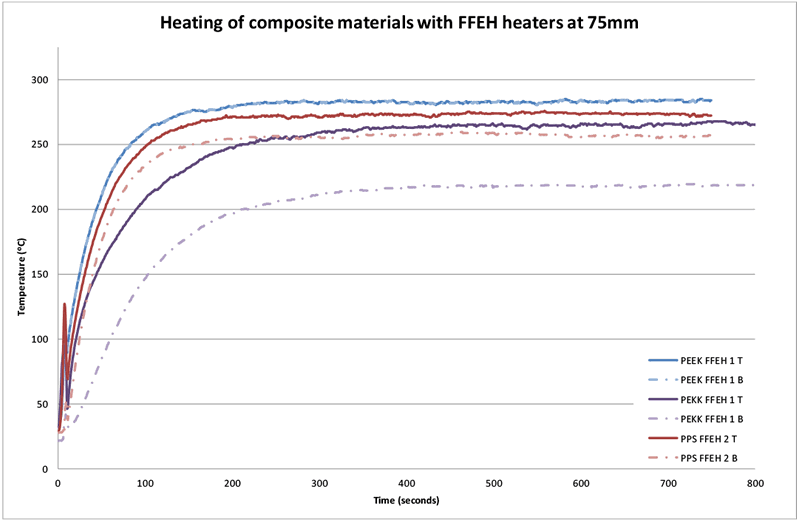
在相同距离(75mm)处加热带有黑色空心元素的样品显示出相似的趋势,对于较厚的PEKK材料(与较薄的材料相比)观察到较大的温差(45±2°C)。 PEEK顶面和底面的温度实际上是无法区分的。 但是,PPS的温度有所不同(25±2°C)。 该数据如图13所示。 这表明具有较长波长辐射的PPS的IR穿透性不如具有较短钨的IR的红外穿透性好,但是PEKK的温度均衡性更好(但不理想)。
在75mm分离下,使用钨加热器可获得最高的温度和加热速率,这似乎与先前的压板结果相矛盾。 但是,不应将其用作指导,因为仅使用了一个加热器。 而且,与单个加热器相反,通过使用加热器阵列可以改善这些特性。
结论
- 上面进行的测试和详细的测试表明,使用中波卤素和黑色空心元素,可以将三种热塑性碳复合材料加热到最低425°C。
- 使用Ceramicx 800W黑色空心元件(FFEH)可达到更高的最高温度。
- 对于425mm的206kW钨管加热器,将PEEK加热到2°C所需的时间为55秒,对于230mm的FFEH元件,则为100秒
- 对于425mm的102kW钨管加热器,将PEKK加热至2°C所需的时间为55秒,对于244mm的FFEH元件,则为100秒
- 对于425mm的88kW钨管加热器,将PPS加热到2°C所需的时间为55秒,对于219mm的FFEH元件,则为100秒
- 最高温度,可达到的物料加热速率和表面温度均匀性是加热器与物料的安装距离的重要函数。
- 使用中波卤素灯(钨)可实现PPS和PEEK的出色IR穿透性,并因此实现了整个材料厚度的温度均衡。 用PEKK达到的温度均衡不如其他材料。
- 使用黑色中空元件的PEEK具有出色的IR穿透性和温度均衡性。 该属性不如PEKK和PPS好。
根据上面的测试数据以及达到形成材料所需的温度所需的紧密的材料-材料间距,看来最好的红外发射器是Ceramicx 800W黑色全扁平空心元件。 虽然达到所需温度的时间比钨加热器略长,但所用元件的距离越近,表面温度均匀性越好。 此外,陶瓷元件是从室温开始的,大约需要12分钟才能达到操作水平。 因此,通过预热元件可以大大缩短该时间。
还应注意,这些结果基于可用于测试的样品(即,厚度为1mm和2mm)。 较厚零件的加热可能需要对加热技术进行重大更改以进行研究,以确保整个材料厚度上的温度分布均匀且适合后续成型操作。
1 聚醚醚酮
2 聚苯硫醚
3 聚醚酮酮
4 在测试的最后18秒内获取的顶部和底部表面之间的平均差异。
免责声明
在确定使用某种类型的红外发射器之前,应仔细考虑这些测试结果。
其他公司进行的重复测试可能无法获得相同的结果。 实验条件的差异可能会改变结果。 其他错误源包括:使用的发射器品牌,发射器的效率,所提供的功率,从测试材料到使用的发射器的距离以及环境。 测量温度的位置也可能导致结果变化。