












| FORFATTER | DATO OPRETTET | VERSION | DOKUMENT NUMMER |
|---|---|---|---|
| Dr. Peter Marshall | 8 April 2016 | V1.1 | CC11 - 00101 |
Introduktion
CCP Gransden henvendte sig til Ceramicx for at opbygge en infrarød ovn til opvarmning af termoplastiske carbonfiberpræprater for deres formningsoperationer. Dette testarbejde blev udført som en del af funktioner defineret i salgsforslaget (CSP 000 008). Fase en involverer vurdering og valg af infrarød varmeapparat til dette projekt, hvor den fastsatte minimumstemperaturstemperatur er 425 ° C.
Materiel beskrivelse
Tre prøver af to materialer blev modtaget i 230 x 230 x 1mm stykker. I disse tilfælde var matrixen PEEK1 og PPS2. En mindre prøve af PEKK3 med dimensioner på 200 x 150 x 2mm blev også modtaget. Materialet var stift, glat med en blank sort finish. Et lille mønster var synligt på overfladen på overfladen af PEEK- og PPS-prøverne.
PEEK- og PPS-prøverne blev skåret i stykker 115 x 115 mm. PEKK-materialet blev skåret i stykker 100 x 75mm.
Metode
To forskellige varmefamilier blev evalueret; halogen (QH og QT) og sort hul keramik (FFEH). I begge tilfælde blev pladerne monteret over og under materialeprøven med justerbar højde.
FastIR
Et monteringssystem blev fremstillet for at lade to af Ceramicxs FastIR 500-enheder monteres over og under materialet. En FastIR 500 består af syv varmeelementer monteret parallelt i et 500 x 500 mm kabinet. Afstanden mellem disse rør er 81mm. 1500W og 2000W 'lange' (samlede længde: 473mm) elementer blev anvendt, hvilket gav en total output fra de to enheder af henholdsvis 21 eller 28kW. Varmeaggregaterne blev monteret således, at afstanden mellem elementoverfladen og prøven varierede mellem 55mm og 95mm.
Den anvendte eksperimentelle protokol var som følger:
- Fans er tændt
- Centrale tre varmeelementer tændt, øverst og nederst
- Uden for fire varmeelementer tændt, øverst og nederst
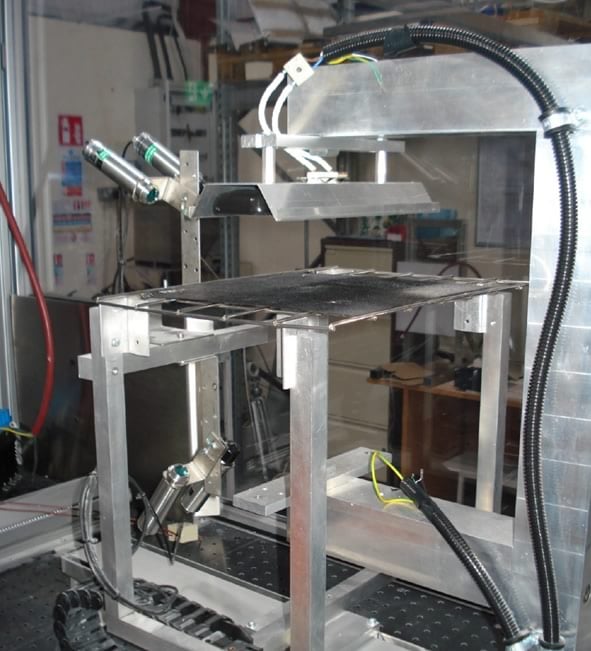
Et billede af en prøve mellem de to FastIR-enheder er vist i figur 1. Intet blev brugt til at omslutte afstanden mellem de to varmeenheder
Elements
To typer elementer kan monteres i FastIR-enheden; kvartshalogen og kvarts wolfram. Disse elementer udsender forskellige maksimale infrarøde bølgelængder; halogen ved ca. 1.0 - 1.2μm og wolfram mellem 1.6 - 1.9μm. Hvert rør har en diameter på 10mm, en samlet længde på 473mm og en opvarmet længde på 415mm.

Sort hul
En brugerdefineret varmeplade blev designet til at inkorporere en 2 x 7-matrix af Ceramicxs 800W FFEH-elementer, hvilket giver hver plade 11.2kW strøm. Denne matrix blev indkapslet i et 510 x 510mm kabinet og monteret i samme ramme som FastIR-systemet beskrevet ovenfor. Den eksperimentelle protokol blev anvendt; fans var imidlertid ikke ansat i disse plader. Afstanden mellem disse elementer var 65mm.
To forskellige elementprøveafstande blev anvendt, 50 og 100mm. Igen blev gabet mellem de to opvarmningsenheder åbent
Elements
Ceramicx sorte hule elementer udsender spidsbølgelængder i mellem til langt regime (2 - 10μm). Hvert element har dimensioner på 245 x 60mm (lxw). De længere bølgelængder forbundet med keramiske elementer er meget effektive til opvarmning af mange polymere materialer.
Instrumentering
Termoelementer af type K blev fastgjort til overfladen af prøven under anvendelse af M3 skruer. Keramisk cement blev forsøgt prøvet, men dette klæbte ikke til overfladen af materialet. I betragtning af de krævede høje temperaturer forblev intet tilgængeligt klæbemiddel stabilt, så mekanisk fiksering blev anset for at være nødvendig. Termoelementerne var placeret i midten af hver prøve og også 10mm (kant) og 30mm (kvartal) fra kanten som vist i figur 2. Dette placerede termoelementerne direkte over rørelementerne og i midten mellem elementerne, så den maksimale temperaturforskel blev registreret. Temperaturdataene blev registreret med intervaller på et sekund.
Sandwich-test
Sandwich-testeren er en avanceret termisk respons-testmaskine som vist i figur 2. Forskellige typer af infrarøde varmeapparater kan monteres i to positioner, vendt lodret op og ned. Dette sikrer, at det testede materiale kan opvarmes fra toppen og / eller fra bunden. Fire ikke-kontakt optiske pyrometre bruges til at bestemme top- og bundoverfladetemperatur af det testede materiale. Emitterne får lov til at varme op til deres driftstemperatur, og materialet bringes derefter under emitteren / emitterne i en forudbestemt periode. Denne test blev udført med både 1kW wolfram (QTM) og 800W sorte hule elementer (FFEH) monteret 75mm over prøven for at bestemme, hvilken varmelegeme gav den bedste gennemtrængning gennem materialet.
Resultater
FastIR
Dette afsnit rapporterer om de fundne resultater for wolfram- og halogenrør for de tre pågældende materialer. Test blev udført med tre forskellige varmehøjder (55 mm, 80 mm og 95 mm).
PEEK
Indledende forsøg blev udført med en PEEK-prøve, og de to FastIR-varmeapparater med 1500W kvartshalogenrør adskilt med 110mm. Resultaterne af denne test, vist i figur 4, indikerer, at prøven ikke nåede den krævede temperatur.
Elementerne blev ændret til 2000W kortbølget halogenrør (QHL), som viste, at prøven ved den samme separering nåede og overskred den krævede temperatur på et sted. I dette tilfælde var den maksimale temperatur, der blev registreret, 485 ° C, men signifikante temperaturforskelle (op til 83 ° C) blev imidlertid også detekteret. Den tid, der var krævet for at nå måltemperaturen på 425 ° C, var 99 sekunder. Dette blev kun opnået to steder
Quartz wolfram (QTL) rør (2000W) blev også undersøgt ved de tre niveauer med maksimal temperatur faldende efterhånden som varmeafstanden steg. Ved 55mm blev en maksimal og minimal temperatur på 520 ° C detekteret. Måltemperaturen på tværs af materialeprøven blev opnået i 206 sekunder. Forøgelse af afstanden til 80mm, disse reduceres til 450 ° C og 415 ° C og ved 95mm over prøven var prøveens maksimale og minimale temperaturer 407 og 393 ° C.
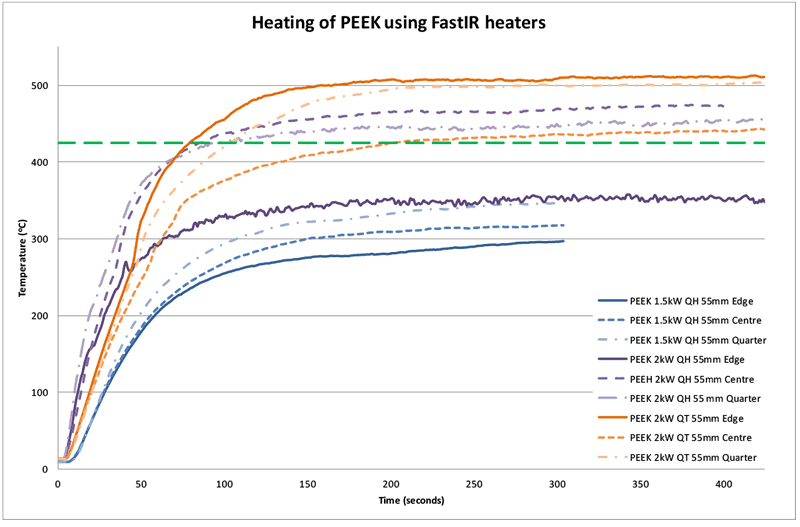
Figur 4 viser variansen i temperatur, der kan forekomme over prøven på grund af nærhed af varmeovner til prøven såvel som den tid, der kræves for at opvarme materialet til 425 ° C (206 sekunder for 2kW QT varmeapparat).
150 ° W wolframrør blev ikke testet, da det blev anset for at være mere operationelt vigtigt at øge varmeafstanden end reducere effekten af de anvendte elementer.
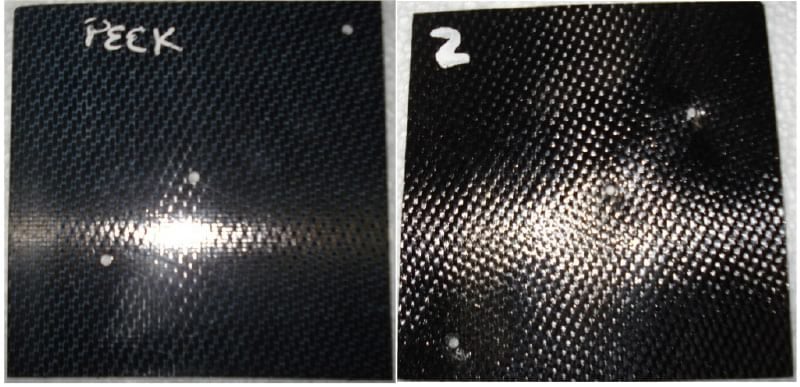
Figur 5 viser den visuelle forskel i prøven før og efter opvarmning.
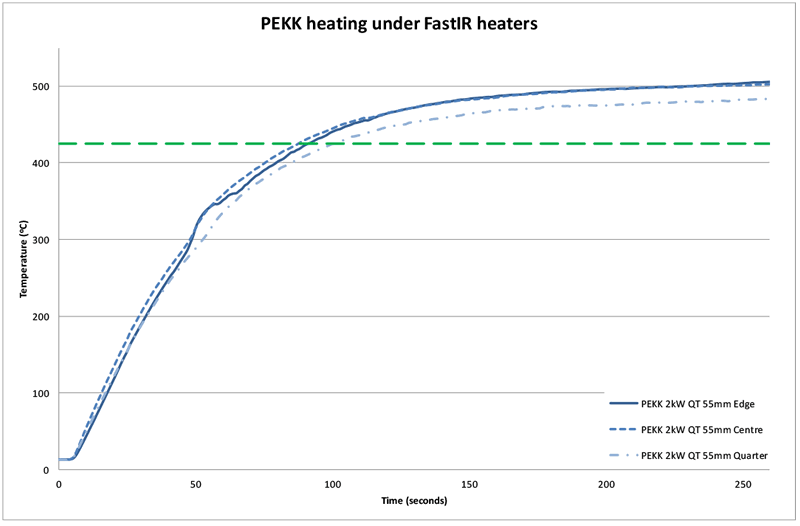
PEKK
PEKK blev kun opvarmet med 2000W wolframvarmere til 55mm. Materialets termiske respons var fremragende, idet temperaturer over 500 ° C blev registreret. Den minimumsbestemte temperatur blev opnået i 102 sekunder, idet den registrerede maksimale temperatur var over 500 ° C.
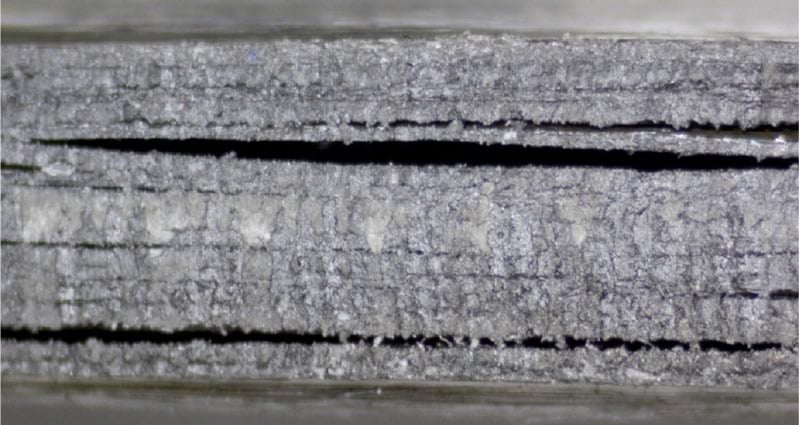
Det blev bemærket, at denne prøve så ud til at vise en vis opdeling og delaminering i kanterne og også nogle overfladeforvrængninger efter opvarmning som vist i figur 7, muligvis fra fugtabsorption under opbevaring og den hurtige opvarmning, der opstod.
PPS
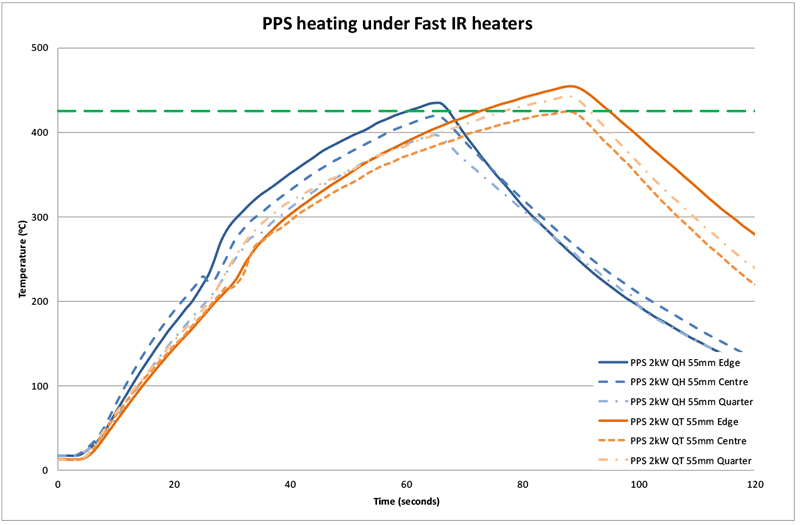
PPS-materialet blev testet med 2000W halogen- og wolframvarmere. Halogen-testen blev udført med en adskillelse af 55mm og wolframtestene ved 55mm og 95mm.
Dataene viste igen, at wolframrøret var en bedre varmelegeme for dette materiale (end halogenvarmeren), hvor der blev registreret højere temperaturer ved 55mm-separationen og også større ensartethed af temperaturen over prøven. En variation af 38 ° C blev registreret for halogenvarmere og 30 ° C for wolframvarmere. Denne registrerede variation vil blive stærkt påvirket af placeringen af termoelementet i forhold til rørene. Identiske placeringer af termoelement er ikke garanteret.
Forsøg med PPS blev afsluttet kort efter, at materialet nåede den krævede temperatur på 425 ° C, da der var frigivelse af svovl lugtende dampe fra prøverne.
I en afstand af 55mm blev måltemperaturen registreret efter 66 og 88 sekunder for henholdsvis halogen- og wolframvarmere ved 55mm. Når wolframvarmere blev monteret ved 95mm fra prøven, blev måltemperaturen ikke opnået.
Sort hul
Indledende tests blev udført med en element-materialeseparation af 50mm. Materialestigningen i materialet var meget hurtig for alle materialer. Fra en kold start tager hule elementer cirka 10-12 minutter at opvarme til stabile driftsniveauer (overfladetemperatur på ca. 700 ° C). Forøgelsen af materialetemperaturen svarede stort set til varmekurven for varmeapparatet, men der var en tidsforsinkelse i dette.
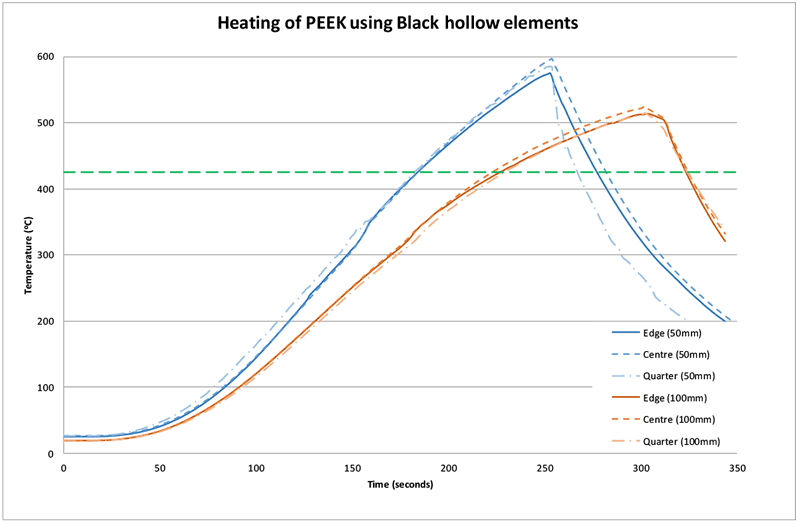
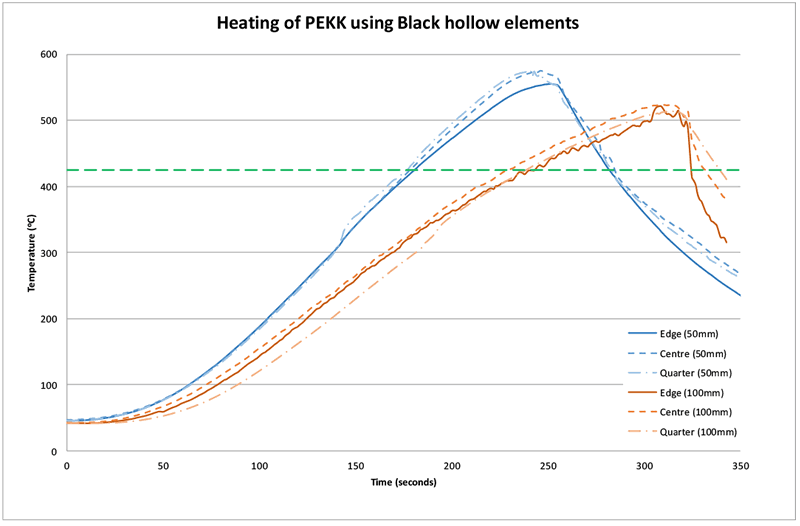
PEEK
Et diagram over den tid, det tager at opvarme prøven af PEEK for at nå den krævede behandlingstemperatur, er vist nedenfor i figur 9. Dette viser, at opvarmningstiden til 425 ° C er cirka 185 sekunder, fra når varmeapparaterne tændes ved 50mm. Hvis afstanden øges til 100mm, øges tiden til 230 sekunder. Prøven blev efterladt mellem de to plader under opvarmning og fjernet til afkøling.
PEKK
Den tid, det tog for PEKK at nå minimumstærsklen, var lidt længere end for PEEK. Der findes to mulige årsager til dette: 1.) Materialet absorberer ikke den infrarøde stråling såvel som PEEK og 2.) Tykkelsen af materialet er dobbelt så stort (henholdsvis 1 og 2mm). Tiden, der kræves for at nå 425 ° C ved 50mm, var 181 sekunder, og ved 100mm steg dette til 244 sekunder
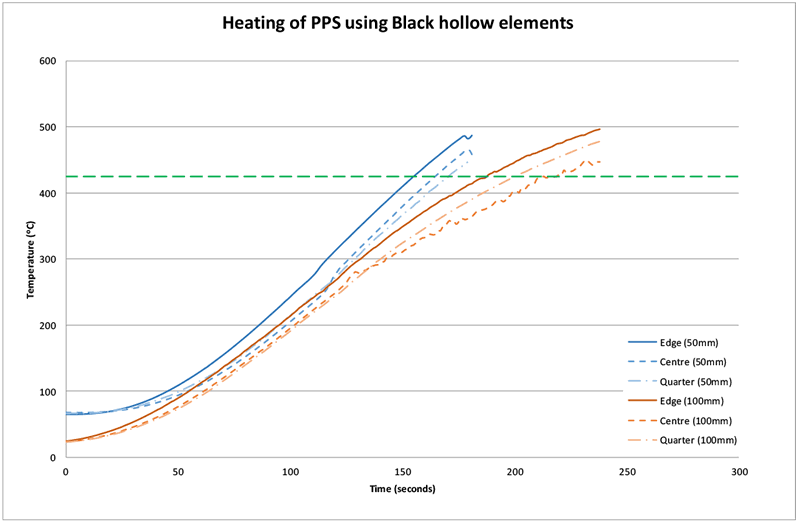
PPS
PPS blev meget vellykket, idet de sorte hule elementer med 425 ° C blev registreret i henholdsvis 171 sekunder og 219 sekunder ved henholdsvis 50 og 100mm. Varmekurven for dette materiale er vist i figur 11. Igen forekom en frigivelse af svovl lugtende røg, men mængden af dette var ikke så meget som med halogenvarmere som beskrevet ovenfor. Dette kan delvis skyldes fraværet af ventilatorer på bagsiden af varmepladen.
En oversigt over de tidspunkter, der kræves for at opvarme materialerne med halogen, wolfram og hule keramiske elementer til måltemperaturen, er vist nedenfor i tabel 1. Da montering af halogenelementerne i længere afstande end 55mm ikke var universelt succesrig, blev disse resultater udeladt fra tabellen.
|
Materiale |
Varmer type (strøm)
|
Distance | Tid til at nå 425 ° C |
|---|---|---|---|
| PEEK | QHL (2 kW) | 55mm | 99 |
| QTL (2kW) | 55mm | 206 | |
| FFEH (800W) | 50mm | 185 | |
| FFEH (800W) | 100mm | 230 | |
| PEKK | QTL (2kW) | 55mm | 102 |
| FFEH (800W) | 50mm | 181 | |
| FFEH (800W) | 100mm | 244 | |
| PPS | QHL (2 kW) | 55mm | 66 |
| QTL (2kW) | 55mm | 88 | |
| FFEH (800W) | 50mm | 171 | |
| FFEH (800W) | 100mm | 219 |
Sandwich-test
Sandwich-test blev udført for at få information om overførsel af varme gennem materialet. Dette blev gjort ved at opvarme prøven fra en enkelt side, måle temperaturen på begge sider og sammenligne resultaterne. Wolfram-rør og sorte hule elementer blev kun undersøgt, da baserede på FastIR-resultaterne er kortbølgeres halogenrør ikke egnede varmeelementer til de pågældende materialer.
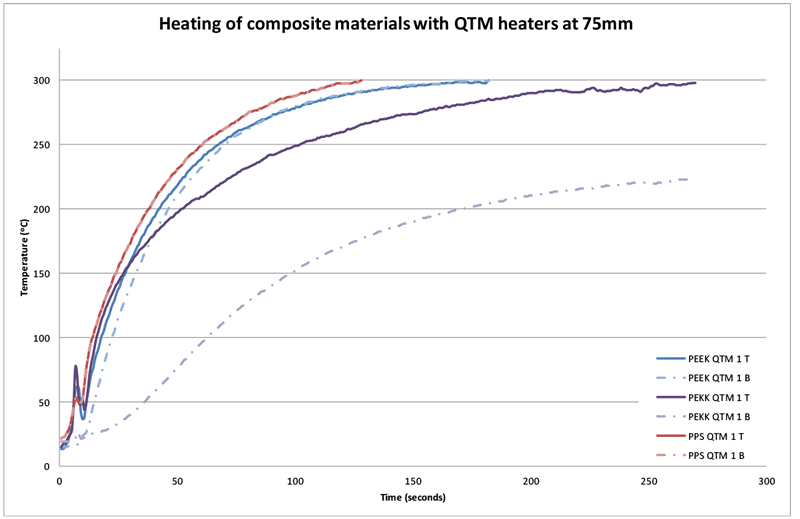
Resultaterne for QTM-elementer viser, at der ikke er nogen signifikant temperaturforskel mellem top- og bundoverfladen for PEEK- og PPS-materialer, men PPS opvarmes hurtigere, og kurverne for dette materiale er praktisk talt ikke skelne. Det skal bemærkes, at disse to materialer er meget tynde (≈ 1mm). Som forventet var temperaturforskellen for PEKK større (75 ± 2oC) på grund af dens tykkelse (≈ 2mm). Disse resultater er vist i figur 12 nedenfor.
Af operationelle årsager afsluttes testen, når en temperatur på 300 ° C detekteres af pyrometrene. Toppen, der blev set i de første 30 sekunder af testen, er reflektans og er ikke en sand temperaturlæsning.
Disse resultater viser, at god IR-penetration af materialet er mulig for PEEK og PPS ved anvendelse af wolframtypevarmeren. Imidlertid er temperaturudligningen for PEKK ikke så god, hvilket demonstreres af den næsten 75 ° C forskel i temperatur i de sidste 18 sekunder af testen4.
Det var ikke muligt at flytte materialeprøverne nærmere varmeapparatet for at analysere, hvilken effekt dette ville have, da den akutte vinkel, der kræves for at pyrometret kunne se materialet, ville forvrænge aflæsningen.
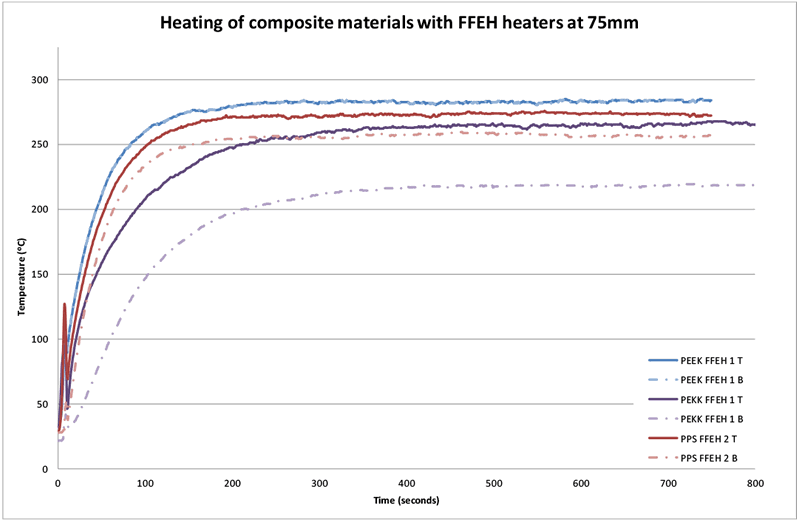
Opvarmning af prøverne med sorte hule elementer i samme afstand (75mm) viser en lignende tendens med en større temperaturforskel (45 ± 2 ° C), der observeres for det tykkere PEKK-materiale (sammenlignet med de tyndere materialer). Temperaturen på top- og bundfladerne i PEEK er praktisk talt ikke skelnen; der er dog en forskel i temperaturen på PPS (25 ± 2 ° C). Disse data er vist i figur 13. Dette indikerer, at IR-penetration af PPS med længere bølgelængdestråling ikke er så god som med kortere wolfram IR, men temperaturudligningen af PEKK er bedre (men ikke ideel).
Ved 75mm-adskillelse opnås de højeste temperaturer og opvarmningshastigheder ved hjælp af wolframvarmeren, som synes at være i modstrid med de tidligere resultater af pladen. Dette bør dog ikke bruges som vejledning, da der kun blev brugt en enkelt varmelegeme. Desuden forbedres disse egenskaber ved at anvende en række opvarmere i modsætning til en enkelt opvarmningsanordning.
Konklusion
- Testene, der er udført og detaljeret ovenfor, indikerer, at opvarmning af de tre termoplastiske kulstofkompositmaterialer til et minimum af 425 ° C er muligt med både mellembølget halogen og sorte hule elementer.
- Højere maksimale temperaturer kan opnås ved hjælp af Ceramicx 800W sort hult element (FFEH).
- Den tid, der kræves til at opvarme PEEK til 425 ° C, var 206 sekunder for 2kW wolframrørsvarmere ved 55mm og 230 sekunder for FFEH-elementer ved 100mm
- Tiden, der kræves til opvarmning af PEKK til 425 ° C, var 102 sekunder for 2kW wolframrørsvarmere ved 55mm og 244 sekunder for FFEH-elementer ved 100mm
- Tiden, der kræves til opvarmning af PPS til 425 ° C, var 88 sekunder for 2kW wolframrørsvarmere ved 55mm og 219 sekunder for FFEH-elementer ved 100mm
- De maksimale temperaturer, opnåelige materialehastighedshastigheder og overfladetemperaturens ensartethed er en stærk funktion af afstanden, hvormed varmeovne monteres fra materialet.
- Fremragende IR-penetration og derfor opnåedes temperaturudligning gennem materialetykkelsen af PPS og PEEK med mellembølgen halogen (wolfram). Temperaturudligningen opnået med PEKK var ikke så god som med de andre materialer.
- Fremragende IR-penetration og temperaturudligning blev set med PEEK ved anvendelse af sorte hule elementer. Denne ejendom var ikke så god som for PEKK og PPS.
Baseret på testdataene ovenfor og de tætte element-materialeseparationer, der er nødvendige for at opnå de temperaturer, der kræves for at danne de pågældende materialer, ser det ud til, at den bedste infrarøde emitter er Ceramicx 800W sort, fuldt fladt hul element. Selvom tidspunkterne for at opnå de krævede temperaturer er lidt længere end wolframvarmere, vil den tættere nærhed af de anvendte elementer føre til bedre overfladetemperatur ensartethed. Yderligere blev de keramiske elementer startet fra stuetemperatur og krævede ca. 12 minutter for at nå driftsniveauer. Derfor kunne denne tid forkortes betydeligt ved at forvarme elementerne.
Det skal også bemærkes, at disse resultater er baseret på de prøver, der blev gjort tilgængelige til test (dvs. 1mm og 2mm i tykkelse). Opvarmning af tykkere dele kan kræve betydelige ændringer i opvarmningsteknologi, der skal undersøges for at sikre, at temperaturprofilen på tværs af materialets tykkelse er ensartet og egnet til efterfølgende formningsoperationer.
1 Polyetheretherketon
2 Polyphenylensulfid
3 Polyaryletherketon
4 Gennemsnitlig forskel mellem top- og bundflader taget i løbet af de sidste 18 sekunder af testen.
Ansvarsfraskrivelse
Disse testresultater skal overvejes omhyggeligt, inden en bestemt type infrarød emitter er bestemt til at anvende.
Gentagne test udført af andre virksomheder opnår muligvis ikke de samme fund. Forskelle i de eksperimentelle betingelser kan ændre resultaterne. Andre fejlkilder inkluderer: det anvendte emittermærke, emitterens effektivitet, den leverede strøm, afstanden fra det testede materiale til den anvendte emitter og miljøet. De steder, hvor temperaturen måles, kan også forårsage variation i resultaterne.