












| SZERZŐ | Létrehozás dátuma | VÁLTOZAT | DOKUMENTUM SZÁM |
|---|---|---|---|
| Dr. Peter Marshall | 8. április 2016. | V1.1 | CC11 - 00101 |
Bevezetés
A CCP Gransden a Ceramicxhez fordult, hogy infravörös sütőt építsen fel, hogy hőre lágyuló szénszálas prepreg anyagokat felhevítsenek formázási műveleteikre. Ezt a tesztelési munkát az értékesítési javaslatban (CSP 000 008) meghatározott funkciók részeként hajtották végre. Az első szakasz magában foglalja az infravörös melegítő értékelését és kiválasztását ehhez a projekthez, az előírt minimális anyaghőmérséklet 425 ° C.
Anyagleírás
Két anyagból három mintát vettünk 230 x 230 x 1mm darabokban. Ezekben az esetekben a mátrix PEEK volt1 és PPS2. A PEKK kisebb mintája3 200 x 150 x 2mm méretekkel is érkezett. Az anyag merev, sima, fényes fekete felülettel. A PEEK és PPS minták felületén egy kis minta volt látható a felületen.
A PEEK és PPS mintákat 115 x 115 mm darabokra vágtuk. A PEKK anyagot 100 x 75mm darabokra vágtuk.
Módszer
Két különálló fűtőcsaládot értékeltünk; halogén (QH és QT) és fekete üreges kerámia (FFEH). Mindegyik esetben az üveglapokat az anyagminta fölé és alá állítottuk, állítható magassággal.
FastIR
Egy olyan rögzítőrendszert gyártottak, amely lehetővé teszi a Ceramicx FastIR 500 egységeinek két felszerelését az anyag fölé és alá. A FastIR 500 hét fűtőelemből áll, amelyek párhuzamosan vannak felszerelve egy 500 x 500 mm tokban. A csövek közötti távolság 81mm. 1500W és 2000W 'hosszú' (teljes hosszúság: 473mm) elemeket használtunk, amelyek teljes kimenetet jelentettek az 21 vagy az 28kW két egységből. A fűtőegységeket úgy helyezték el, hogy az elem felülete és a minta közötti távolság 55mm és 95mm között változjon.
Az alkalmazott kísérleti protokoll a következő volt:
- A rajongók be vannak kapcsolva
- Központi három fűtőelem be van kapcsolva, felül, alul
- Kívül négy fűtőelem van bekapcsolva, felül, alul
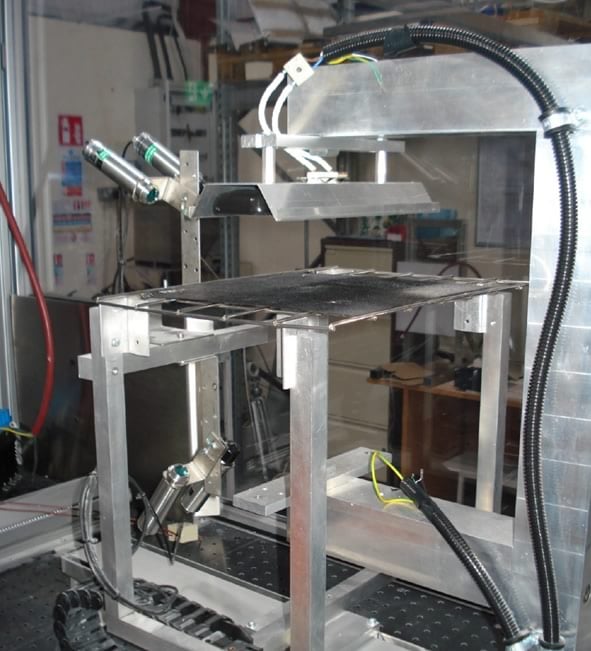
A két FastIR egység közötti minta képét az 1 ábra mutatja. Semmit sem használták a két fűtőegység közötti rés lezárására
Elemek
Kétféle elem szerelhető fel a FastIR egységbe; kvarc halogén és kvarc volfrám. Ezek az elemek különböző infravörös hullámhosszokat bocsátanak ki; halogén körülbelül 1.0 - 1.2μm és a volfrám 1.6 - 1.9μm között. Minden cső átmérője 10mm, teljes hossza 473mm, és fűtött hossza 415mm.

Fekete üreges
Egy egyedi melegítőlemezt terveztek a Ceramicx 2W FFEH elemeinek 7 x 800 mátrixának beépítésére, és mindegyik lemezen 11.2kW teljesítményt adnak. Ezt a mátrixot egy 510 x 510mm tokba zárták és ugyanabba a keretbe szerelték, mint a fent részletezett FastIR rendszert. A kísérleti protokollt használtuk; ezekben a táblákban azonban ventilátort nem alkalmaztak. Az elemek közötti távolság 65mm volt.
Két különböző elemmintátávolságot használtunk: 50 és 100mm. A két fűtőegység közötti rés ismét nyitva maradt
Elemek
A Ceramicx fekete üreges elemek csúcshullámhosszokat bocsátanak ki közepes és hosszú üzemmódban (2 - 10μm). Minden elem mérete 245 x 60mm (lxw). A kerámia elemekhez kapcsolódó hosszabb hullámhossz nagyon hatékony sok polimer anyag melegítésében.
Hangszerelés
K típusú hőelemeket rögzítettünk a minta felületére M3 csavarokkal. A kerámiacementet kipróbálták, ez azonban nem tapadt az anyag felületéhez. A magas hőmérsékletet figyelembe véve egyetlen rendelkezésre álló ragasztó sem marad stabil, ezért a mechanikus rögzítés szükségesnek bizonyult. A hőelemek az egyes minták közepén helyezkedtek el, és 10mm (él) és 30mm (negyed) a szélektől a 2 ábra szerint. Ez a hőelemeket közvetlenül a csőelemek fölött és az elemek középpontjában helyezte el úgy, hogy a maximális hőmérsékleti különbséget rögzítsék. A hőmérsékleti adatokat egyetlen másodpercenként rögzítettük.
Szendvics tesztelés
A szendvicsvizsgáló fejlett anyag hőreakció-tesztelő gép, amint az az 2. Ábrán látható. Különböző típusú infravörös melegítők felszerelhetők két helyzetben, függőlegesen felfelé és lefelé. Ez biztosítja, hogy a vizsgált anyag felülről és / vagy alulról felmelegedhessen. Négy érintés nélküli optikai pirométert használunk a vizsgált anyag felső és alsó felületi hőmérsékletének meghatározására. Az emissziókat hagyjuk melegedni üzemi hőmérsékletükre, majd az anyagot egy előre meghatározott időtartamra a kibocsátó (k) alá helyezzük. Ezt a tesztet mind a 1kW volfrámmal (QTM), mind az 800W fekete üreges elemekkel (FFEH) a minta fölé szerelt 75mm-rel végeztük annak meghatározására, hogy melyik melegítő nyújtja a legjobb behatolást az anyagon.
Eredmények
FastIR
Ez a szakasz a volfrám- és halogéncsövek eredményeiről számol be a három kérdéses anyag esetében. A vizsgálatokat három különböző fűtőmagassággal (55 mm, 80 mm és 95 mm) végeztük.
KANDIKÁL
A kezdeti kísérleteket PEEK mintával és a két FastIR melegítővel 1500W kvarc halogéncsövekkel, 110mm elválasztással végeztük. A 4. Ábrán látható teszt eredményei azt mutatják, hogy a minta nem érte el a kívánt hőmérsékletet.
Az elemeket 2000W rövidhullámú halogén (QHL) csövekre cseréltük, amelyek azt mutatták, hogy ugyanabban az elválasztásban a minta egy helyen elérte és meghaladta a kívánt hőmérsékletet. Ebben az esetben a rögzített maximális hőmérséklet 485 ° C volt, azonban szignifikáns hőmérsékleti különbségeket (83 ° C-ig) is észleltek. Az 425 ° C célhőmérséklet eléréséhez szükséges idő 99 másodperc volt. Ezt csak két helyen sikerült elérni
A kvarc-volfrám (QTL) csöveket (2000W) szintén megvizsgálták a három szinten, a maximális hőmérséklet pedig esik le a fűtőtest távolságának növekedésével. 55mm-nél 520 ° C maximális és minimális hőmérsékletet detektáltunk. Az anyagmintán a célhőmérsékletet 206 másodpercben érték el. Növelve az 80mm távolságot, ezek 450 ° C-ra és 415 ° C-ra csökkennek, és a minta feletti 95mm-nél a minta maximális és minimális hőmérséklete 407 és 393 ° C volt.
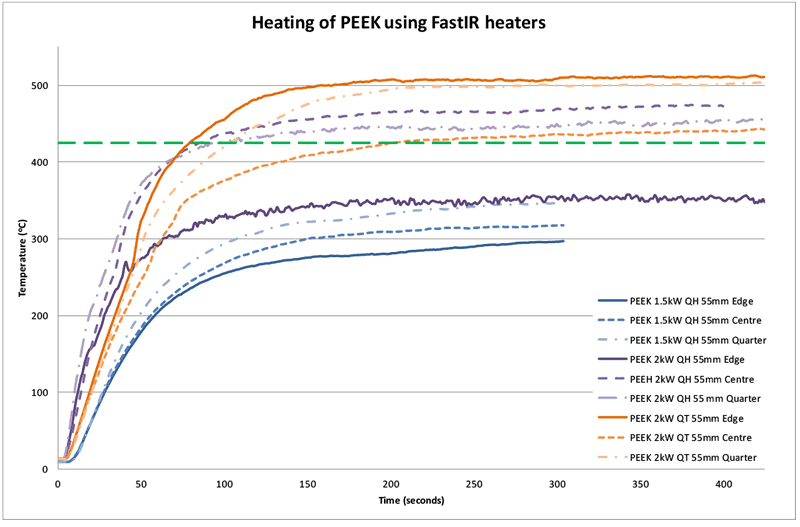
Az 4 ábra a hőmérsékleti változást mutatja be, amely a minták között a melegítők és a minta közelében helyezkedik el, valamint az anyag 425 ° C-ra való hevítéséhez szükséges időt (206 másodperc az 2kW QT fűtőkészüléknél).
Az 150 ° W volfrámcsöveket nem tesztelték, mivel operatív szempontból fontosabb volt a fűtőtest távolságának növelése, mint a felhasznált elemek teljesítményének csökkentése.
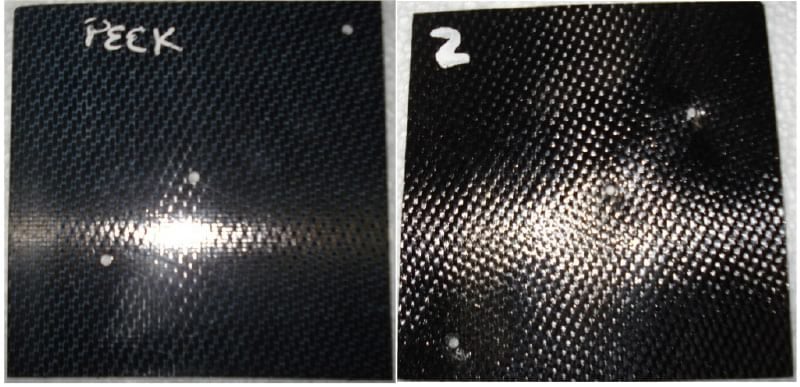
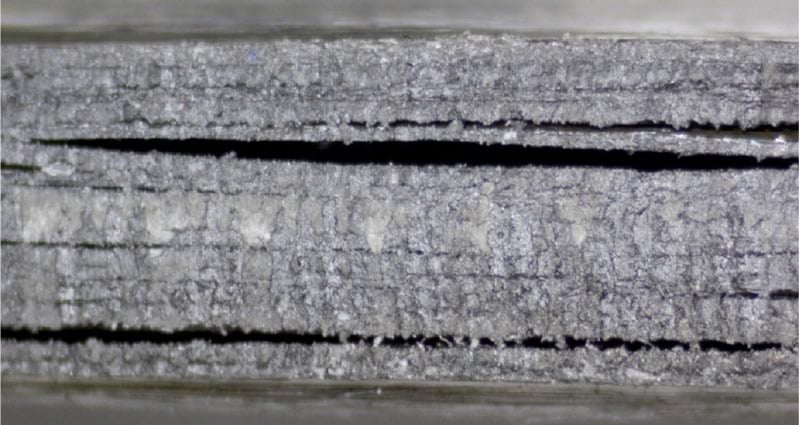
Az 5 ábra a mintában a melegítés előtti és utáni vizuális különbséget mutatja.
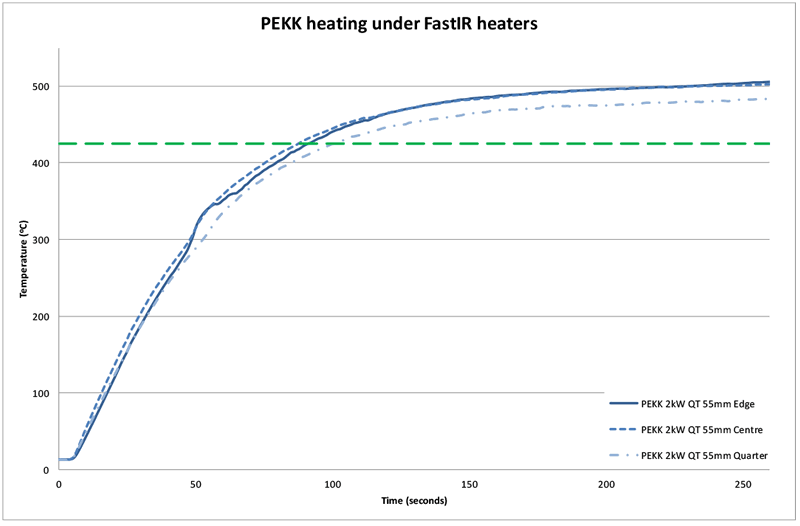
PEKK
A PEKK-t csak 2000W volfrámmelegítőkkel hevítették, csak 55mm-en. Az anyag hőreakciója kiváló volt, ha az 500 ° C-ot meghaladó hőmérsékleteket rögzítettük. A minimálisan előírt hőmérsékletet 102 másodpercben érték el, a rögzített maximális hőmérséklet meghaladta az 500 ° C értéket.
Figyelemre méltó volt, hogy ez a minta bizonyos szétszerződéseket és rétegeket mutat a széleken, valamint a melegítés utáni felületi torzulásokat, amint az az 7. Ábrán látható, valószínűleg a tárolás során felszívódó nedvességnek és a gyors melegítésnek.
PPS
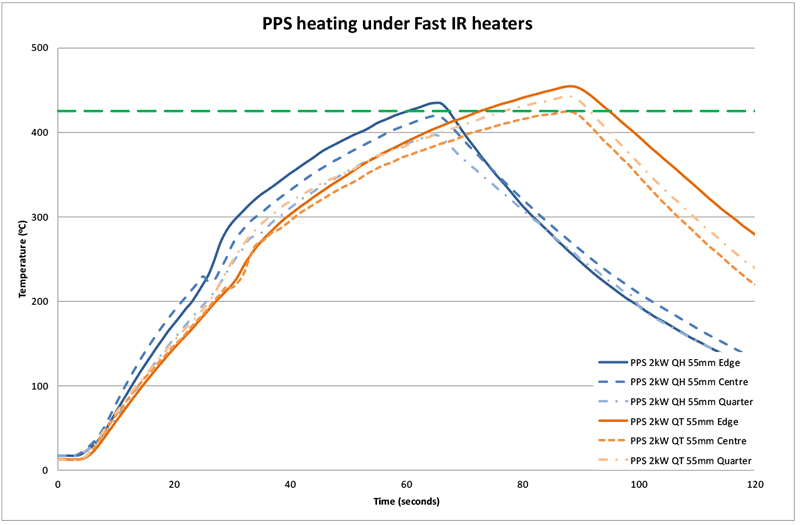
A PPS anyagát 2000W halogén és volfrám melegítőkkel teszteltük. A halogénteszt elvégzése az 55mm elválasztásával, a volfrám tesztekkel pedig 55mm és 95mm.
Az adatok ismét azt mutatták, hogy a volfrámcső jobb fűtőerőt nyújt ennek az anyagnak (mint a halogén fűtőelem), az 55mm szétválasztáskor magasabb hőmérsékletet regisztráltak, és a hőmérséklet nagyobb egyenletességet mutat a mintában. Az 38 ° C változását feljegyeztük a halogén fűtőberendezéseknél és az 30 ° C változását a volfrám fűtőkészülékeknél. Ezt a rögzített variációt nagyban befolyásolja a hőelem elhelyezkedése a csövekhez viszonyítva. Az azonos hőelem helye nem garantált.
A PPS-sel végzett tesztek hamarosan befejeződtek, miután az anyag elérte a kívánt 425 ° C hőmérsékletet, mivel a mintákból kénszagú füst szabadult fel.
55mm távolságra a célhőmérsékletet 66 és 88 másodpercek után regisztráltuk halogén- és volfrámfűtőknél, 55mm-en. Amikor a volfrámfűtéseket a mintából 95mm-re szerelték fel, a célhőmérsékletet nem érték el.
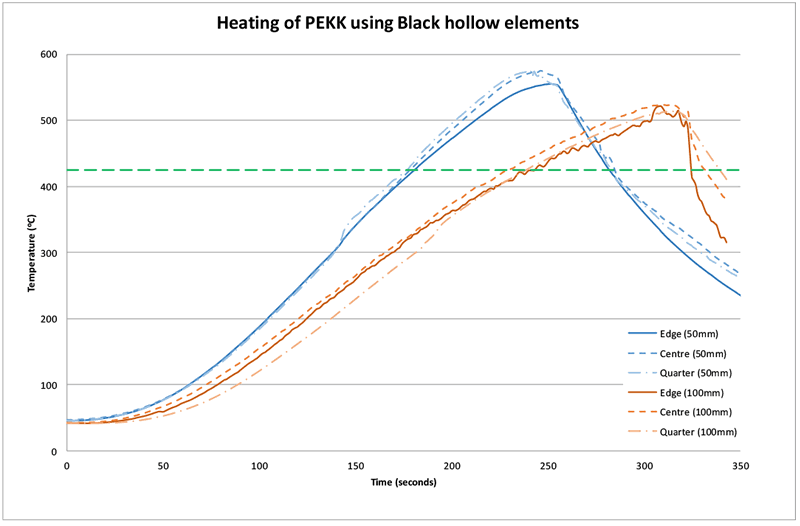
Fekete üreges
A kezdeti teszteket 50mm elem-anyag elválasztásával hajtottuk végre. Az anyag hőmérséklete minden anyag esetében nagyon gyors volt. A hidegindítástól kezdve az üreges elemeknek körülbelül 10-12 perc alatt kell melegedniük, hogy állandó üzemi szintre megyjenek (felületi hőmérséklet kb. 700 ° C). Az anyag hőmérsékletének növekedése nagyjából hasonló volt a fűtőelem fűtőgörbéjéhez, azonban ebben volt időbeli késés.
KANDIKÁL
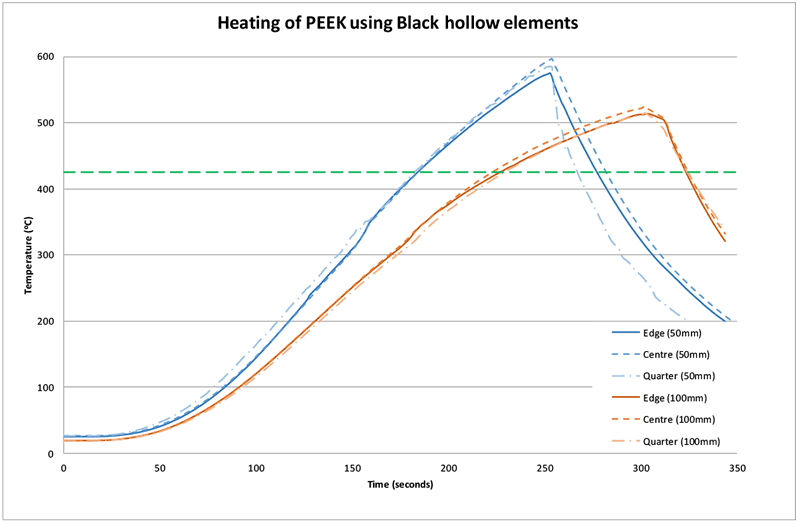
Az alábbiakban a 9. Ábrán látható a PEEK minta melegítéséhez szükséges idő diagramja a kívánt feldolgozási hőmérséklet eléréséhez. Ez azt mutatja, hogy a melegítési idő 425 ° C-ig hozzávetőlegesen 185 másodperc, attól kezdve, hogy a fűtőberendezéseket bekapcsolják az 50mm-en. Ha a távolságot 100mm-re növelik, akkor az idő 230 másodpercre növekszik. A mintát melegítés közben a két lemez közé hagyták, és lehűtés céljából eltávolították.
PEKK
A PEKK minimális küszöb eléréséhez szükséges idő valamivel hosszabb volt, mint a PEEK esetében. Ennek két lehetséges oka lehet: 1.) Az anyag nem abszorbeálja az infravörös sugárzást, valamint a PEEK és 2.) Az anyag vastagsága kétszer olyan nagy (1 és 2mm). Az 425 ° C eléréséhez szükséges idő 50mm-nél 181 másodperc volt, és 100mm-nél ez 244 másodpercre nőtt.
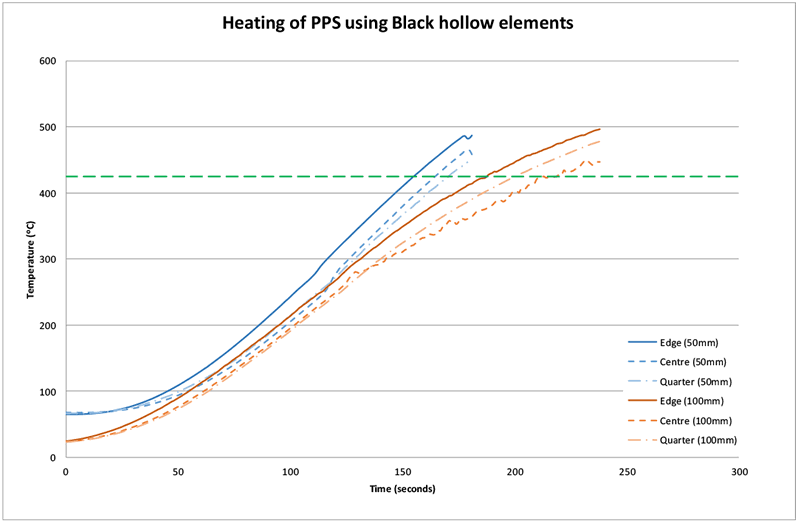
PPS
A PPS nagyon sikeresen melegszik, amikor a fekete üreges elemek 425 ° C-ot rögzítenek 171 másodpercben és 219 másodpercben 50 és 100mm értékeknél. Az anyag fűtési görbéjét az 11 ábra mutatja. Ismét a kénillatú füst szabadult fel, ám ennek mennyisége nem volt annyira nagy, mint a halogénfűtőknél, mint fentebb részleteztük. Ez részben annak köszönhető, hogy a fűtőlap hátulján nincsenek ventilátorok.
Az alábbiakban az 1 táblázat tartalmazza az anyagok halogén, volfrám és üreges kerámia elemekkel a célhőmérsékletre történő melegítéséhez szükséges időtartamát. Mivel a halogén elemeknek az 55mm-nél nagyobb távolságra történő felszerelése nem volt egyetemesen sikeres, ezeket az eredményeket kihagytuk a táblázatból.
|
Anyag |
Fűtés típusa (teljesítmény)
|
Távolság | Ideje elérni az 425 ° C-ot |
|---|---|---|---|
| KANDIKÁL | QHL (2 kW) | 55mm | 99 |
| QTL (2 kW) | 55mm | 206 | |
| FFEH (800 W) | 50mm | 185 | |
| FFEH (800 W) | 100mm | 230 | |
| PEKK | QTL (2 kW) | 55mm | 102 |
| FFEH (800 W) | 50mm | 181 | |
| FFEH (800 W) | 100mm | 244 | |
| PPS | QHL (2 kW) | 55mm | 66 |
| QTL (2 kW) | 55mm | 88 | |
| FFEH (800 W) | 50mm | 171 | |
| FFEH (800 W) | 100mm | 219 |
Szendvics tesztelés
Szendvics-tesztelést végeztünk annak érdekében, hogy információkat szerezzünk a hő anyagon történő átviteléről. Ezt úgy végeztük, hogy a mintát egy oldalról melegítettük, mindkét oldalán megmérjük a hőmérsékletet, és összehasonlítottuk az eredményeket. Kizárólag a volfrámcsöveket és a fekete üreges elemeket vizsgáltuk, mivel a FastIR eredmények alapján a rövidhullámú halogéncsövek nem alkalmasak a fűtőkészülékekre a szóban forgó anyagokhoz.
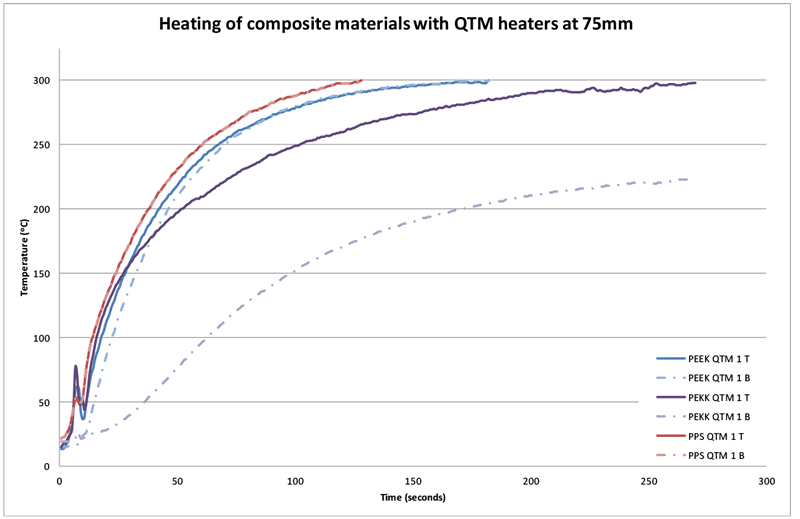
A QTM elemekre vonatkozó eredmények azt mutatják, hogy a PEEK és a PPS anyagok esetében nincs szignifikáns hőmérsékleti különbség a felső és az alsó felület között, azonban a PPS gyorsabban melegszik és ennek az anyagnak a görbéi gyakorlatilag nem különböznek egymástól. Meg kell jegyezni, hogy ez a két anyag nagyon vékony (≈ 1mm). A várakozások szerint a PEKK hőmérsékleti különbsége nagyobb volt (75 ± 2oC) vastagsága miatt (≈ 2mm). Ezeket az eredményeket az alábbi 12 ábra mutatja.
Működési okokból a teszt befejeződik, amikor a pirométerek 300 ° C hőmérsékletet észlelnek. A teszt első 30 másodpercében megfigyelt csúcs reflektancia, és nem valódi hőmérsékleti leolvasás.
Ezek az eredmények azt mutatják, hogy a PEEK és a PPS esetében az anyag jó IR-penetrációja lehetséges a volfrám típusú melegítő segítségével. A PEKK hőmérséklet-kiegyenlítése azonban nem olyan jó, amit a teszt75 utolsó 18 másodpercében a hőmérséklet szinte 4 ° C-os különbsége bizonyít.
Az anyagmintákat nem lehetett közelebb helyezni a fűtőkészülékhez annak elemzésére, milyen hatással lenne, mivel az anyag meglátásához a pirométerhez szükséges akut szög torzítaná a leolvasást.
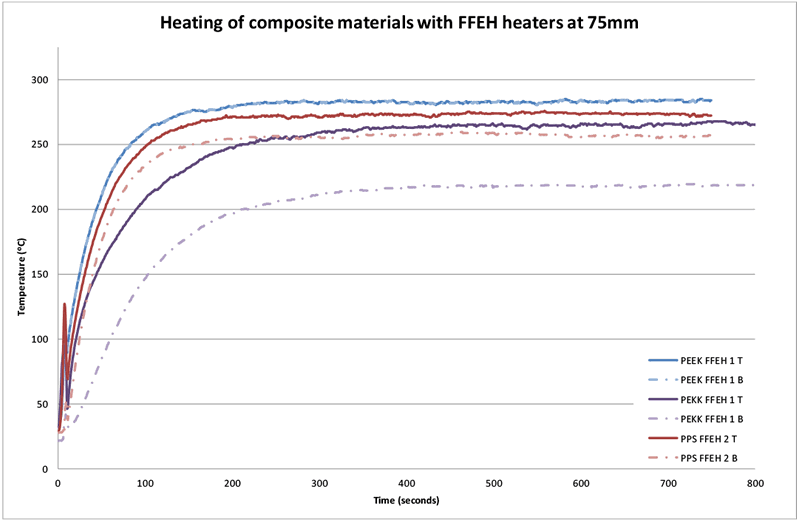
A minták melegítése fekete üreges elemekkel azonos távolságon (75mm) hasonló tendenciát mutat, nagyobb hőmérsékleti különbséggel (45 ± 2 ° C) figyelhető meg a vastagabb PEKK anyag esetében (a vékonyabb anyagokhoz képest). A PEEK felső és alsó felületének hőmérséklete gyakorlatilag nem különbözik egymástól; a PPS hőmérséklete azonban különbözik (25 ± 2 ° C). Ezeket az adatokat az 13 ábra mutatja. Ez azt jelzi, hogy a hosszabb hullámhosszú sugárzású PPS IR-penetrációja nem olyan jó, mint a rövidebb volfrám-IR-értékek esetén, azonban a PEKK hőmérséklet-kiegyenlítése jobb (de nem ideális).
Az 75mm elválasztáskor a legmagasabb hőmérsékleteket és hevítési sebességeket a volfrámfűtés alkalmazásával érik el, amely ellentmondásos az előző nyomtatott eredményekkel. Ezt azonban nem szabad útmutatóként használni, mivel csak egyetlen fűtőkészüléket használtunk. Sőt, ezeket a tulajdonságokat javítják, ha egy fűtőelem-sorozatot használnak, szemben az egyetlen fűtőkészülékkel.
Következtetés
- A fent elvégzett és részletesen elvégzett vizsgálatok azt mutatják, hogy a három hőre lágyuló szén-kompozit anyag melegítése legalább 425 ° C-ra lehetséges mind közepes hullámú halogén, mind fekete üreges elemekkel.
- A magasabb maximális hőmérsékletet a Ceramicx 800W fekete üreges elemmel (FFEH) lehet elérni.
- A PEEK 425 ° C-ra történő hevítéséhez szükséges idő 206 másodperc volt az 2kW volfrámcső-melegítőknél 55mm-nél, és 230 másodperc az FFEH elemeknél 100mm-nél.
- A PEKK 425 ° C-ra történő hevítéséhez szükséges idő 102 másodperc volt az 2kW volfrámcső-melegítőknél 55mm-nél, és 244 másodperc az FFEH elemeknél 100mm-nél.
- A PPS 425 ° C-ra történő hevítéséhez szükséges idő 88 másodperc volt az 2kW volfrámcső-melegítőknél 55mm-nél, és 219 másodperc az FFEH elemeknél 100mm-nél.
- A maximális hőmérséklet, az elérhető melegítési sebesség és a felületi hőmérséklet egyenletessége annak a távolságnak az erőteljes függvénye, amelyen a fűtőberendezéseket beszerelik az anyaghoz.
- Középhullámú halogénnel (volfrám) a PPS és a PEEK kiváló IR-penetrációját és ezáltal az anyagvastagságon keresztüli hőmérséklet-kiegyenlítést sikerült elérni. A PEKK-val elért hőmérséklet-kiegyenlítés nem volt olyan jó, mint a többi anyagé.
- Kiváló IR-penetráció és hőmérséklet-kiegyenlítés volt tapasztalható a PEEK-nél fekete üreges elemek felhasználásával. Ez a tulajdonság nem volt olyan jó, mint a PEKK és a PPS esetében.
A fenti vizsgálati adatok és a kérdéses anyagok kialakításához szükséges hőmérsékletek eléréséhez szükséges szoros elem-anyag elválasztás alapján a legjobb infravörös sugárzó a Ceramicx 800W fekete, teljesen lapos üreges elem. Noha a kívánt hőmérsékletek elérésének ideje valamivel hosszabb, mint a volfrámfűtőkön, az alkalmazott elemek közelebbi közelsége jobb felületi hőmérsékleti egységességet eredményez. Ezenkívül a kerámia elemeket szobahőmérsékleten indítottuk el, és körülbelül 12 percre volt szükségük az üzemi szint eléréséhez. Ezért ezt az időt az elemek előmelegítése jelentősen lerövidítheti.
Azt is meg kell jegyezni, hogy ezek az eredmények a tesztelésre rendelkezésre bocsátott mintákon alapulnak (azaz 1mm és 2mm vastagságúak). A vastagabb részek hevítése szükségessé teheti a fűtési technológia jelentős változásainak vizsgálatát annak érdekében, hogy az anyagvastagság hőmérsékleti profilja egységes legyen és megfelelő a későbbi formázási műveletekhez.
1 Poliéter-éter-keton
2 Polifenilén-szulfid
3 Poliéterketoneketon
4 A felső és az alsó felületek közötti átlagos különbség a teszt utolsó 18 másodpercében.
A felelősség megtagadása
Ezeket a teszteredményeket alaposan meg kell fontolni, mielőtt egy bizonyos típusú infravörös sugárzót alkalmazni fognak.
Más vállalatok által végzett ismételt tesztek nem feltétlenül eredményezik ugyanazt a megállapítást. A kísérleti körülmények közötti különbségek megváltoztathatják az eredményeket. Egyéb hibaforrások a következők: az alkalmazott kibocsátó márka, a kibocsátó hatékonysága, a szolgáltatott energia, a vizsgált anyagtól a felhasznált kibocsátóig mért távolság és a környezet. Azok a helyek, ahol a hőmérsékletet mérik, szintén eltéréseket okozhatnak az eredményekben.