












| 著者 | 作成日 | VERSION | 書類番号 |
|---|---|---|---|
| コナー・ニューマン | 2018年7月19日 | V60 | CCII-00129 |
概要
企業は、硬化後の複合材の表面を加熱することに関心があります。 230秒以内に約15°Cに加熱する必要があります。
材料
このテストで硬化した複合材は、250mm x 130mm x 3.8mmの全体寸法を持つ炭素繊維強化エポキシ樹脂です。
ヒーター
各テストにはさまざまなヒーターが使用されました。
- 6 x 800W黒FFEH(セラミック製の完全に平らな要素の中空)ワット密度= 44.8 kW / m2
- 4 x 2kW QTLチューブ(石英タングステン)ワット密度= 56 kW / m2
- 4 x 1.5kW QHLチューブ(石英ハロゲン)ワット密度= 42 kW / m2
方法
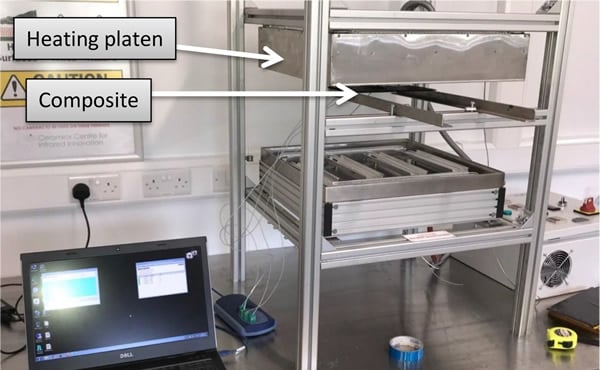
複合材料は、さまざまな発熱体の特定のアレイの下に配置されました。 複合材の上面を要素によって直接加熱し、表面温度を記録するために複合材の上面に複数のタイプK熱電対を固定しました。 参考のために、1つのt / c Kを底面に配置しました。 実験のセットアップは、図1で見ることができます。
結果
さまざまなテストから得られたすべての結果は、このセクションにグラフと表の両方で表示されます。
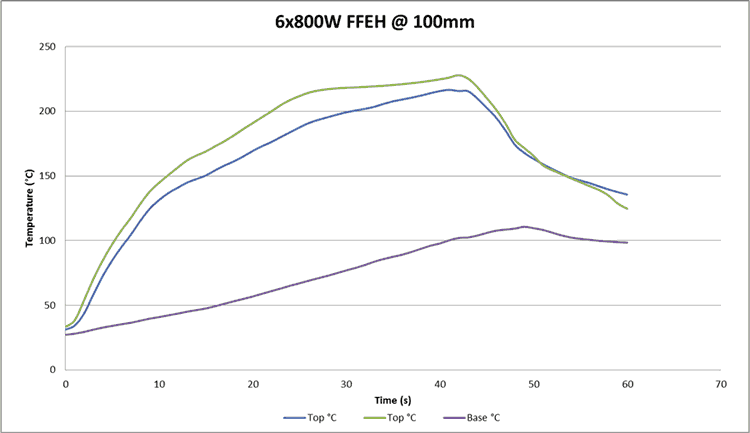
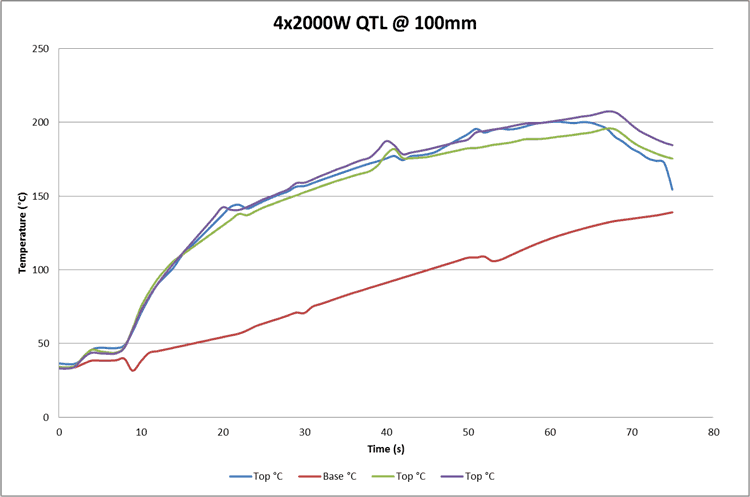
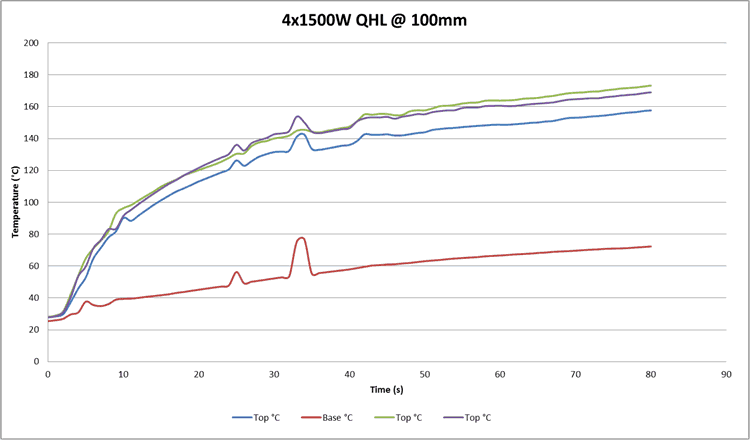
図2、3、および4は、100mmの距離で複合材を加熱した結果を示しています。
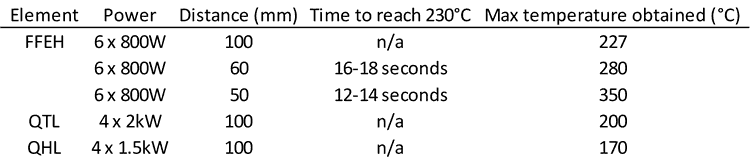
セラミックFFEHを使用すると、複合材は227秒で40°Cの最高温度に達しました。
- QTLチューブを使用すると、複合材は200秒で65°Cの最高温度に達しました。
- QHLチューブを使用すると、複合材は170秒で80°Cの最高温度に達しました。
これらの結果を得た後、長波セラミック要素がこの複合材料の表面を加熱するのに最も最適であることは明らかでした。 ただし、230秒で必要な15°Cの加熱を満たすためには、要素と複合材の間の距離を短くする必要があります。
図5および6は、短縮距離テストの結果を示しています。
- 60mmで、複合材は280秒で30°Cの最高温度に達しました。 230-16秒で18°Cに達しました。
- 50mmで、複合材は350秒で25°Cの最高温度に達しました。 230-12秒で14°Cに達しました。
250°Cを超える温度では、熱電対を所定の位置に保持する高温テープが溶け始め、結果が歪む可能性があることに注意する必要があります。
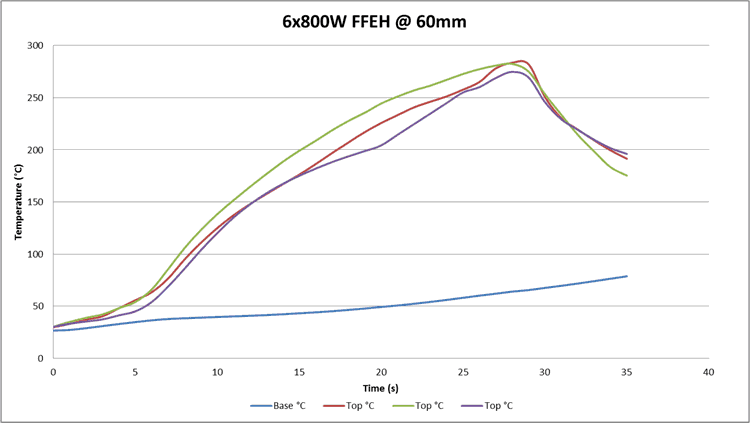
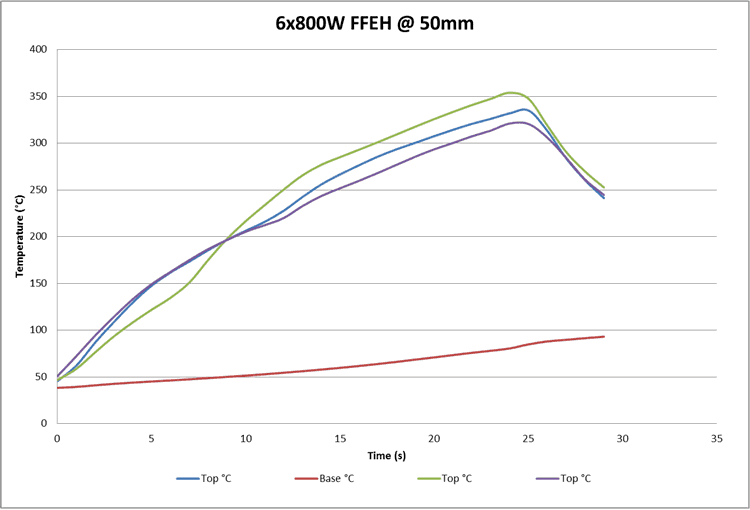
表1は、テスト全体の結果を表にまとめたものです。 これは、コンポジットの6mm上にある800 x 50WブラックFFEH要素の配列が、顧客の加熱レシピの要件を満たすのに十分であることを示しています。
まとめ
- 各タイプの発熱体(セラミック中空、石英タングステン、石英ハロゲン)を固定距離(100mm)でテストした後、セラミック中空が複合材の表面の加熱に最適であることがわかりました。
- QTLおよびQHLチューブは、複合材の下側の加熱を改善しました。 これらの短波要素は、浸透加熱を提供するために複合材の硬化に使用されるため、これは予想されていました。
- セラミック(長波)要素は、熱放射の大部分を費やして複合材の上面を加熱します。
- 100mmは、要素と複合材の間の距離が大きすぎて、必要な温度に達しませんでした。 50mmは適切な距離でした。
免責事項
プロセスで使用する赤外線エミッタのタイプを決定する前に、これらのテスト結果を慎重に検討する必要があります。 他社が繰り返しテストを行っても、同じ結果が得られない場合があります。 使用するエミッターのブランド、エミッターの効率、供給される電力、テストされる材料から使用されるエミッターまでの距離、および環境を含む結果を変える可能性のあるセットアップ条件と変数を達成する際にエラーの可能性があります。 温度が測定される場所も異なる場合があるため、結果に影響します。