












| AUTEUR | DATUM GECREEËRD | VERSIE | DOCUMENT NUMMER |
|---|---|---|---|
| Dr. Peter Marshall | 8 april 2016 | V1.1 | CC11 - 00101 |
Introductie
CCP Gransden benaderde Ceramicx om een infraroodoven te bouwen om thermoplastische koolstofvezel prepreg-materialen te verwarmen voor hun vormingsbewerkingen. Dit testwerk werd uitgevoerd als onderdeel van de functies gedefinieerd in het verkoopvoorstel (CSP 000 008). Fase één betreft de beoordeling en selectie van de infraroodstraler voor dit project, waarbij de voorgeschreven minimale materiaaltemperatuur 425 ° C is.
Materiaal beschrijving
Drie monsters van twee materialen werden ontvangen in 230 x 230 x 1mm-stukken. In deze gevallen was de matrix PEEK1 en PPS2. Een kleinere steekproef van PEKK3 met afmetingen van 200 x 150 x 2mm werd ook ontvangen. Het materiaal was stijf, glad met een glanzende zwarte afwerking. Een klein patroon was zichtbaar op het oppervlak op het oppervlak van de PEEK- en PPS-monsters.
De monsters PEEK en PPS werden in stukken van 115 x 115 mm gesneden. Het PEKK-materiaal werd in stukken van 100 x 75mm gesneden.
Methode
Twee verschillende verwarmingsfamilies werden geëvalueerd; halogeen (QH en QT) en zwart hol keramiek (FFEH). In elk geval werden de platen boven en onder het materiaalmonster met instelbare hoogte gemonteerd.
FastIR
Een montagesysteem werd vervaardigd om twee van Fastx 500-eenheden van Ceramicx boven en onder het materiaal te monteren. Een FastIR 500 bestaat uit zeven verwarmingselementen die parallel zijn gemonteerd in een 500 x 500 mm behuizing. De afstand tussen deze buizen is 81mm. 1500W en 2000W 'lange' (totale lengte: 473mm) elementen werden gebruikt voor een totale output van de twee eenheden van respectievelijk 21 of 28kW. De verwarmingseenheden werden zodanig gemonteerd dat de afstand tussen het elementoppervlak en het monster werd gevarieerd tussen 55mm en 95mm.
Het gebruikte experimentele protocol was als volgt:
- Fans ingeschakeld
- Centrale drie verwarmingselementen ingeschakeld, boven en dan onder
- Buiten zijn vier verwarmingselementen ingeschakeld, boven en dan onder
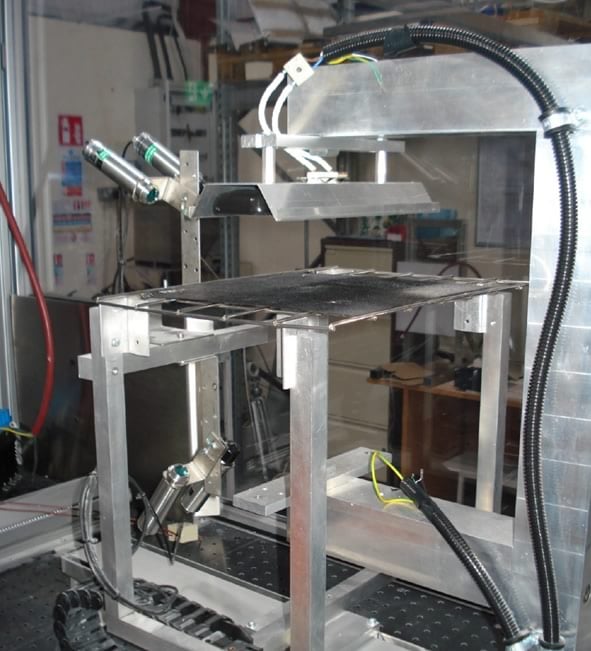
Een afbeelding van een monster tussen de twee FastIR-eenheden wordt getoond in figuur 1. Niets werd gebruikt om de opening tussen de twee verwarmingseenheden te dichten
Elementen
Er kunnen twee soorten elementen in de FastIR-eenheid worden gemonteerd; kwarts halogeen en kwarts wolfraam. Deze elementen zenden verschillende piek-infrarode golflengten uit; halogeen bij ongeveer 1.0 - 1.2μm en wolfraam tussen 1.6 - 1.9μm. Elke buis heeft een diameter van 10mm, een totale lengte van 473mm en een verwarmde lengte van 415mm.

Black Hollow
Een op maat gemaakte verwarmingsplaat is ontworpen om een 2 x 7-matrix van de 800W FFEH-elementen van Ceramicx op te nemen, waardoor elke plaat 11.2kW vermogen krijgt. Deze matrix was ingesloten in een 510 x 510mm-behuizing en gemonteerd in hetzelfde frame als het hierboven beschreven FastIR-systeem. Het experimentele protocol werd gebruikt; fans waren echter niet werkzaam in deze platen. De afstand tussen deze elementen was 65mm.
Er werden twee verschillende element-monsterafstanden gebruikt, 50 en 100mm. Wederom werd de opening tussen de twee verwarmingseenheden opengelaten
Elementen
Keramische zwarte holle elementen zenden piekgolflengten uit in het middellange tot lange regime (2 - 10μm). Elk element heeft de afmetingen 245 x 60mm (lxb). De langere golflengtes geassocieerd met keramische elementen zijn zeer efficiënt voor het verwarmen van veel polymere materialen.
Instrumentatie
Type K thermokoppels werden bevestigd op het oppervlak van het monster met behulp van M3-schroeven. Keramisch cement werd getest maar dit hechtte niet aan het oppervlak van het materiaal. Gezien de vereiste hoge temperaturen, zou geen beschikbare lijm stabiel blijven, dus mechanische fixatie werd noodzakelijk geacht. De thermokoppels bevonden zich in het midden van elk monster en ook 10mm (rand) en 30mm (kwart) van de rand zoals weergegeven in figuur 2. Dit plaatste de thermokoppels direct boven de buiselementen en in het midden tussen de elementen zodat het maximale temperatuurverschil zou worden geregistreerd. De temperatuurgegevens werden met tussenpozen van een seconde geregistreerd.
Sandwich testen
De sandwich tester is een geavanceerde machine voor het testen van de thermische respons van het materiaal, zoals weergegeven in figuur 2. Verschillende soorten infraroodverwarmers kunnen in twee posities worden gemonteerd, verticaal op en neer gericht. Dit zorgt ervoor dat het geteste materiaal van boven en / of van onder kan worden verwarmd. Vier contactloze optische pyrometers worden gebruikt om de boven- en onderoppervlaktetemperatuur van het geteste materiaal te bepalen. De emitters mogen opwarmen tot hun bedrijfstemperatuur en het materiaal wordt vervolgens gedurende een vooraf bepaalde periode onder de emitter (s) gebracht. Deze test werd uitgevoerd met zowel 1kW wolfraam (QTM) als 800W zwarte holle elementen (FFEH) gemonteerd 75mm boven het monster om te bepalen welke verwarmer de beste penetratie door het materiaal gaf.
Resultaten
FastIR
In dit gedeelte worden de resultaten gerapporteerd die zijn gevonden voor wolfraam- en halogeenbuizen voor de drie materialen in kwestie. Er zijn tests uitgevoerd met drie verschillende verwarmingshoogtes (55 mm, 80 mm en 95 mm).
PEEK
Eerste proeven werden uitgevoerd met een PEEK-monster en de twee FastIR-verwarmers met 1500W kwartshalogeenbuizen gescheiden door 110mm. De resultaten van deze test, weergegeven in figuur 4, geven aan dat het monster de vereiste temperatuur niet heeft bereikt.
De elementen werden veranderd in 2000W kortegolfhalogeen (QHL) buizen die aantoonden dat bij dezelfde scheiding het monster op één locatie de vereiste temperatuur bereikte en overschreed. In dit geval was de maximale geregistreerde temperatuur 485 ° C, maar er werden ook significante temperatuurverschillen (tot 83 ° C) gedetecteerd. De tijd die nodig was om de doeltemperatuur van 425 ° C te bereiken was 99 seconden. Dit werd slechts op twee locaties bereikt
Kwarts wolfraam (QTL) buizen (2000W) werden ook onderzocht op de drie niveaus met maximale temperatuur die afnam naarmate de verwarmerafstand toenam. Bij 55mm werd een maximale en minimale temperatuur van 520 ° C gedetecteerd. De doeltemperatuur over het materiaalmonster werd bereikt in 206 seconden. Toenemende de afstand tot 80mm, deze gereduceerd tot 450 ° C en 415 ° C en bij 95mm boven het monster waren de maximum- en minimumtemperaturen van het monster 407 en 393 ° C.
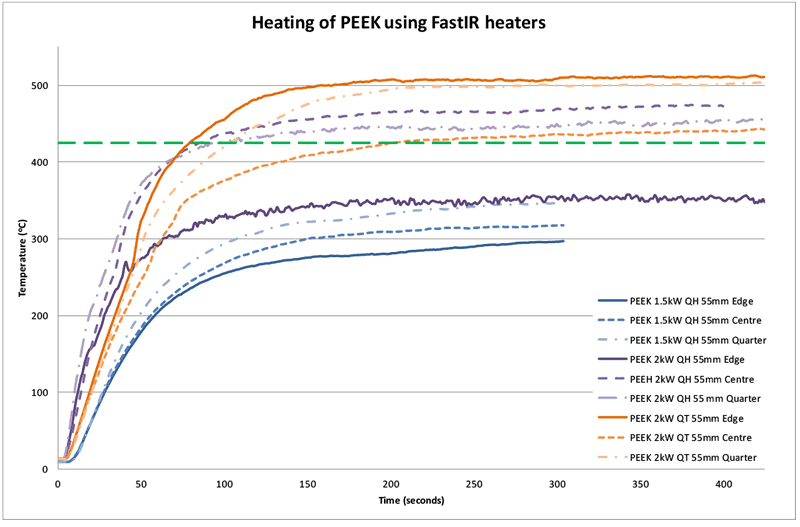
Figuur 4 toont de variantie in temperatuur die kan optreden in het monster vanwege de nabijheid van de verwarmers tot het monster en de tijd die nodig is om het materiaal te verwarmen tot 425 ° C (206 seconden voor 2kW QT-verwarmer).
150 ° W wolfraambuizen werden niet getest, omdat het operationeel belangrijker werd geacht om de afstand van de verwarmer te vergroten dan het vermogen van de gebruikte elementen te verminderen.
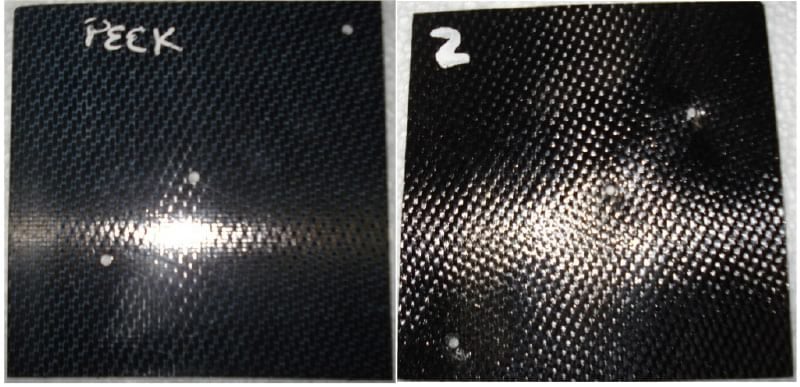
Figuur 5 toont het visuele verschil in het monster voor en na verwarming.
PEKK
PEKK werd alleen met 2000W-wolfraamverwarmers op 55mm verwarmd. De thermische respons van het materiaal was uitstekend, waarbij temperaturen boven 500 ° C werden geregistreerd. De minimum voorgeschreven temperatuur werd bereikt in 102 seconden waarbij de geregistreerde maximale temperatuur hoger was dan 500 ° C.
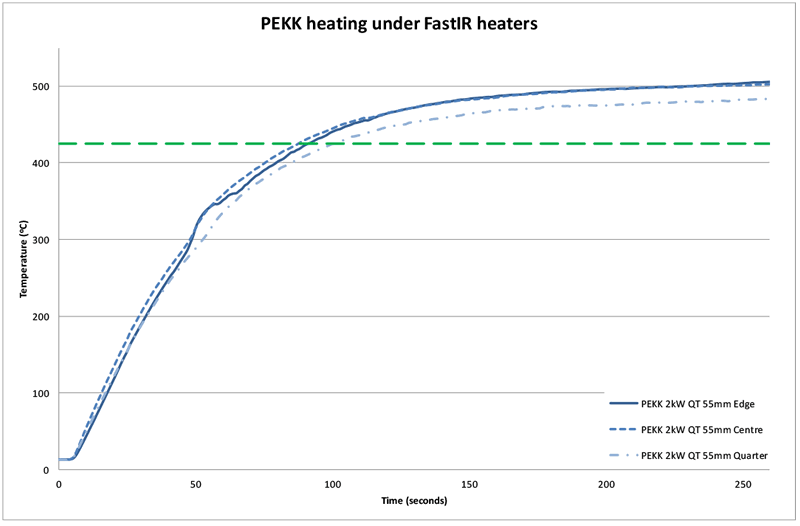
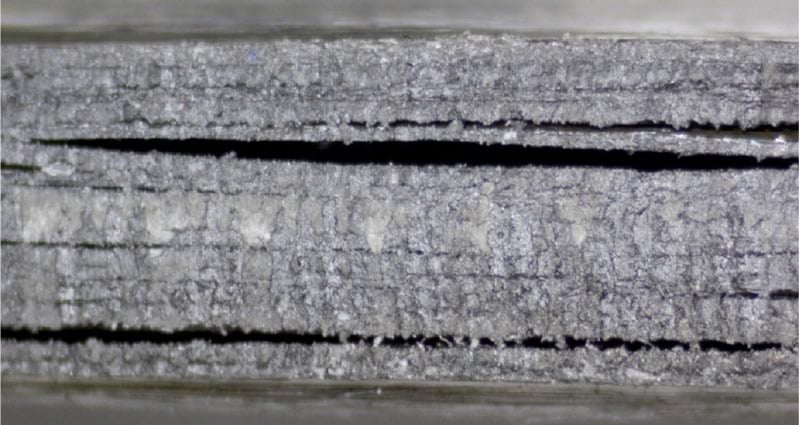
Het was opvallend dat dit monster wat splitsing en delaminatie aan de randen leek te vertonen en ook enige oppervlakvervormingen na verwarming zoals getoond in figuur 7, mogelijk door vochtabsorptie tijdens opslag en de snelle verwarming die optrad.
PPS
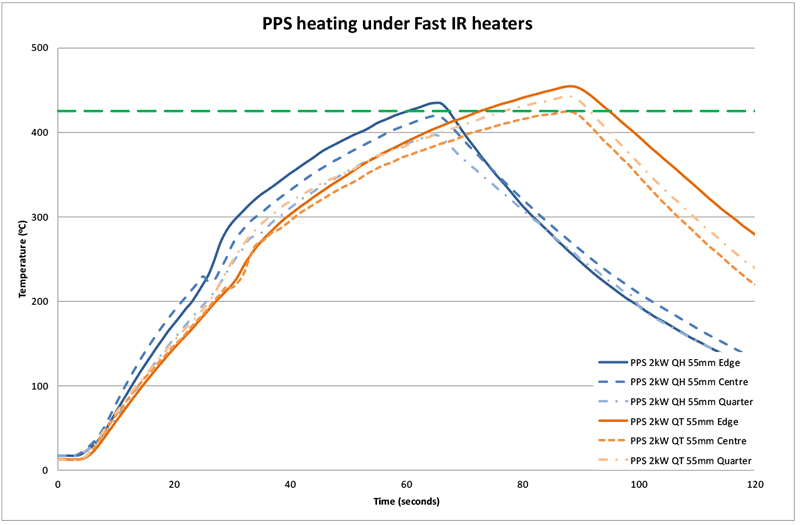
Het PPS-materiaal werd getest met 2000W halogeen- en wolfraamverwarmers. De halogeentest werd uitgevoerd met een scheiding van 55mm en de wolfraamtests bij 55mm en 95mm.
De gegevens toonden opnieuw aan dat de wolfraambuis een betere verwarmer was voor dit materiaal (dan de halogeenverwarmer) waarbij hogere temperaturen werden geregistreerd bij de 55mm-scheiding en ook een grotere uniformiteit van de temperatuur over het monster. Een variatie van 38 ° C werd geregistreerd voor de halogeenverwarmers en 30 ° C voor wolfraamverwarmers. Deze geregistreerde variatie zal sterk worden beïnvloed door de locatie van het thermokoppel ten opzichte van de buizen. Identieke thermokoppellocaties worden niet gegarandeerd.
Testen met PPS werden beëindigd kort nadat het materiaal de vereiste temperatuur van 425 ° C had bereikt, omdat er een zwavelgeur uit de monsters vrijkwam.
Op een afstand van 55mm werd de doeltemperatuur na 66 en 88 seconden geregistreerd voor respectievelijk halogeen- en wolfraamverwarmers op 55mm. Toen de wolfraamverwarmers op 95mm van het monster werden gemonteerd, werd de doeltemperatuur niet bereikt.
Black Hollow
De eerste tests werden uitgevoerd met een element-materiaalscheiding van 50mm. De temperatuurstijging van het materiaal was voor alle materialen zeer snel. Vanaf een koude start hebben holle elementen ongeveer 10-12 minuten nodig om op te warmen tot een stabiel bedrijfsniveau (oppervlaktetemperatuur van ca. 700 ° C). De temperatuurstijging van het materiaal was in grote lijnen vergelijkbaar met de stooklijn van de verwarmer, maar hier was een vertraging in.
PEEK
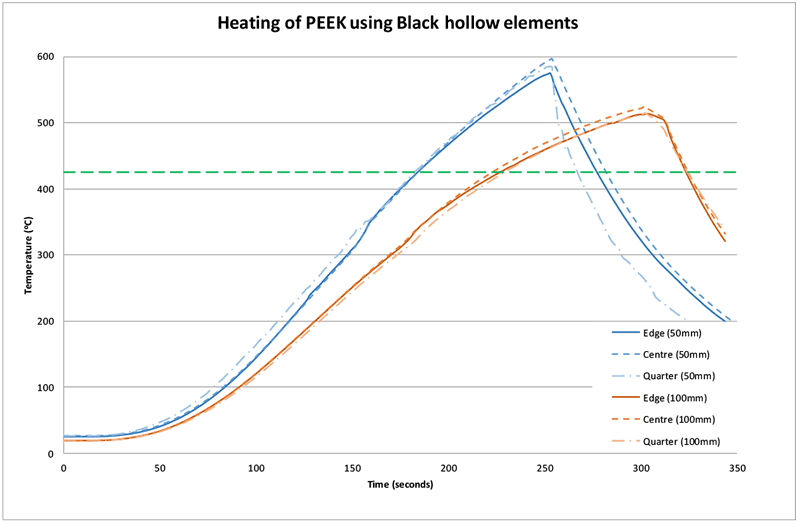
Een grafiek van de tijd die nodig is om het monster van PEEK te verwarmen om de vereiste verwerkingstemperatuur te bereiken, wordt hieronder in figuur 9 getoond. Dit toont aan dat de verwarmingstijd tot 425 ° C ongeveer 185 seconden is vanaf het moment dat de verwarmingen worden ingeschakeld op 50mm. Als de afstand wordt vergroot tot 100mm, wordt de tijd verlengd tot 230 seconden. Het monster werd tijdens het opwarmen tussen de twee platen gelaten en voor koeling verwijderd.
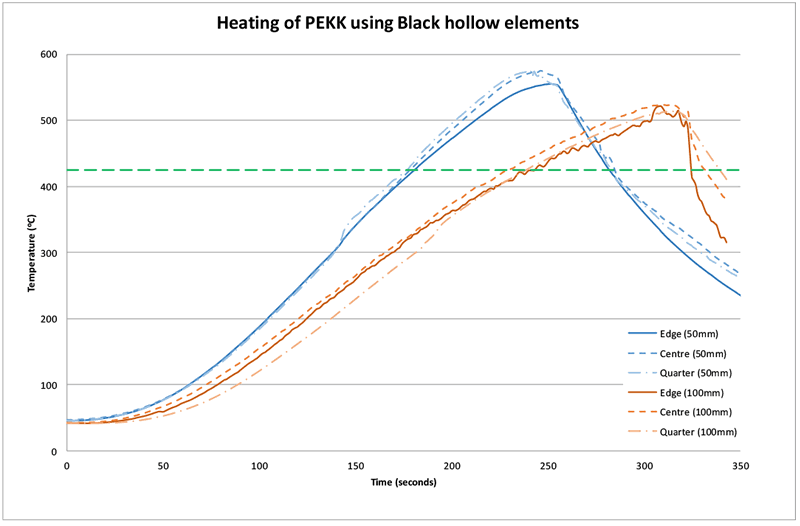
PEKK
De tijd die PEKK nodig had om de minimumdrempel te bereiken was iets langer dan voor PEEK. Twee mogelijke redenen hiervoor zijn: 1.) Het materiaal absorbeert niet de infraroodstraling evenals PEEK en 2.) De dikte van het materiaal is tweemaal zo groot (respectievelijk 1 en 2mm). De tijd die nodig was om 425 ° C bij 50mm te bereiken was 181 seconden en bij 100mm nam dit toe tot 244 seconden
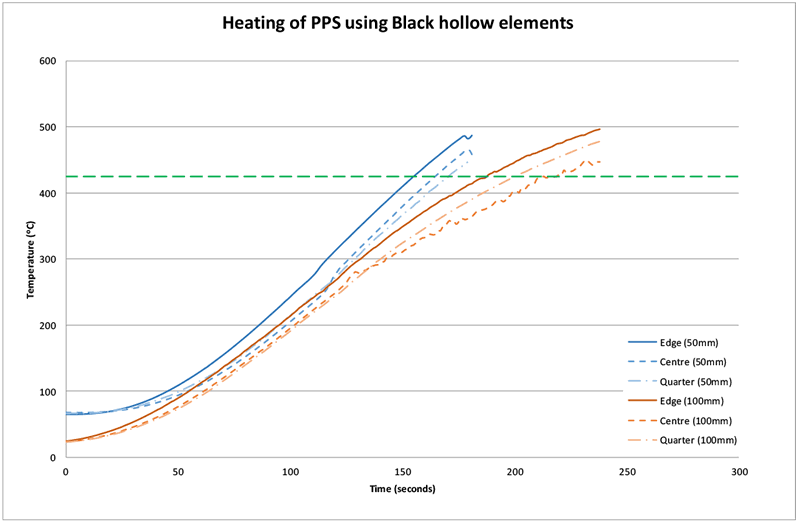
PPS
PPS werd zeer succesvol verwarmd met de zwarte holle elementen waarbij 425 ° C werd geregistreerd in 171 seconden en 219 seconden op respectievelijk 50 en 100mm. De stooklijn voor dit materiaal wordt weergegeven in figuur 11. Wederom trad een afgifte van zwavel ruikende rook op, maar de hoeveelheid hiervan was niet zoveel als bij de halogeenverwarmers zoals hierboven gedetailleerd. Dit kan gedeeltelijk te wijten zijn aan de afwezigheid van ventilatoren aan de achterkant van de verwarmingsplaat.
Een samenvatting van de tijden die nodig zijn om de materialen te verwarmen, met halogeen, wolfraam en holle keramische elementen, tot de doeltemperatuur wordt hieronder in tabel 1 weergegeven. Omdat het monteren van de halogeenelementen op langere afstanden dan 55mm niet universeel succesvol was, werden deze resultaten in de tabel weggelaten.
|
Materiaal |
Type verwarming (vermogen)
|
Afstand | Tijd om 425 ° C te bereiken |
|---|---|---|---|
| PEEK | QHL (2 kW) | 55mm | 99 |
| QTL (2 kW) | 55mm | 206 | |
| FFEH (800 W) | 50mm | 185 | |
| FFEH (800 W) | 100mm | 230 | |
| PEKK | QTL (2 kW) | 55mm | 102 |
| FFEH (800 W) | 50mm | 181 | |
| FFEH (800 W) | 100mm | 244 | |
| PPS | QHL (2 kW) | 55mm | 66 |
| QTL (2 kW) | 55mm | 88 | |
| FFEH (800 W) | 50mm | 171 | |
| FFEH (800 W) | 100mm | 219 |
Sandwich testen
Sandwich-testen werden uitgevoerd om informatie te verkrijgen over de warmteoverdracht door het materiaal. Dit werd gedaan door het monster van een enkele kant te verwarmen, de temperatuur aan beide kanten te meten en de resultaten te vergelijken. Wolfraambuizen en zwarte holle elementen werden alleen onderzocht, omdat op basis van de FastIR-resultaten de kortegolfhalogeenbuizen geen geschikte verwarmers zijn voor de materialen in kwestie.
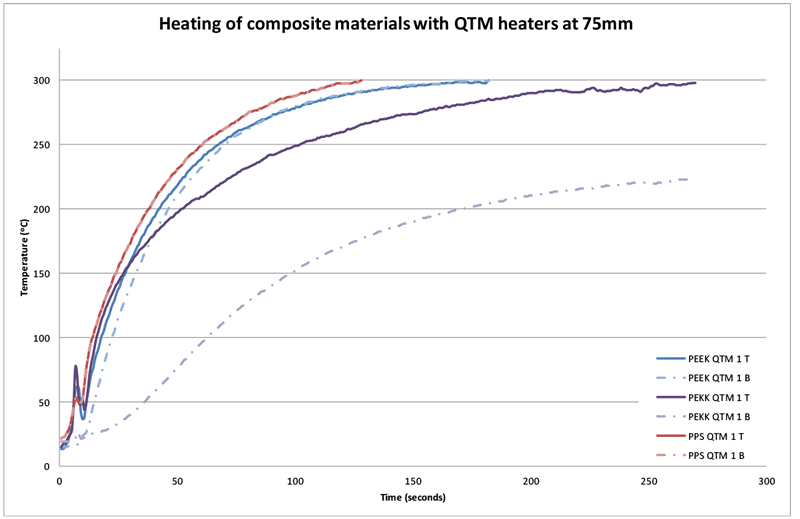
De resultaten voor QTM-elementen laten zien dat er geen significant temperatuurverschil is tussen het boven- en onderoppervlak voor PEEK- en PPS-materialen, maar PPS warmt sneller op en de curven voor dit materiaal zijn vrijwel niet te onderscheiden. Opgemerkt moet worden dat deze twee materialen erg dun zijn (≈ 1mm). Zoals verwacht was het temperatuurverschil voor PEKK groter (75 ± 2oC) vanwege de dikte (≈ 2mm). Deze resultaten worden getoond in figuur 12 hieronder.
Om operationele redenen wordt de test beëindigd wanneer een temperatuur van 300 ° C wordt gedetecteerd door de pyrometers. De piek die wordt gezien in de eerste 30 seconden van de test is de reflectie en is geen echte temperatuurmeting.
Deze resultaten tonen aan dat een goede IR-penetratie van het materiaal mogelijk is voor PEEK en PPS met behulp van de wolfraam-type verwarming. De temperatuuregalisatie voor PEKK is echter niet zo goed, aangetoond door het bijna 75 ° C temperatuurverschil in de laatste 18 seconden van de test4.
Het was niet mogelijk om de materiaalmonsters dichter bij de verwarmer te plaatsen om te analyseren welk effect dit zou hebben omdat de scherpe hoek die vereist is voor de pyrometer om te zien dat het materiaal de aflezing zou vervormen.
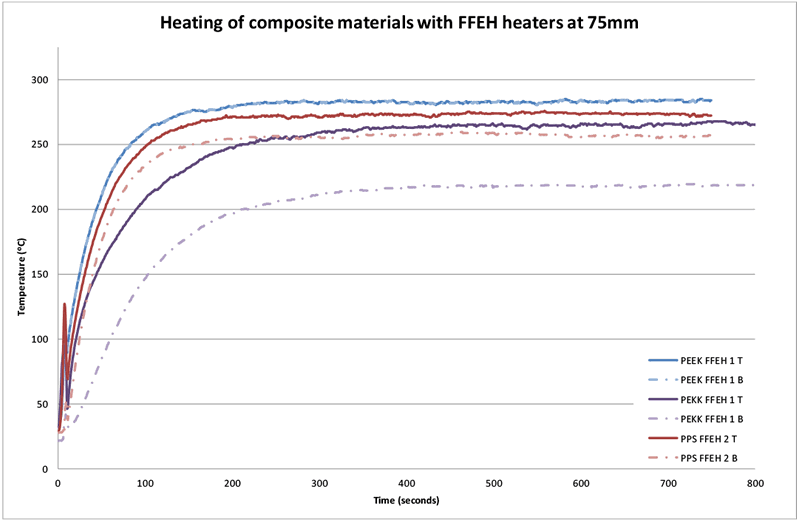
Verwarming van de monsters met zwarte holle elementen op dezelfde afstand (75mm) vertoont een vergelijkbare trend met een groter temperatuurverschil (45 ± 2 ° C) waargenomen voor het dikkere PEKK-materiaal (vergeleken met de dunnere materialen). De temperaturen van de bovenste en onderste oppervlakken van PEEK zijn vrijwel niet te onderscheiden; er is echter een verschil in de temperatuur van PPS (25 ± 2 ° C). Deze gegevens worden getoond in figuur 13. Dit geeft aan dat de IR-penetratie van PPS met langere golflengtestraling niet zo goed is als bij kortere wolfraam-IR, maar de temperatuurvereffening van PEKK is beter (maar niet ideaal).
Bij 75mm-scheiding worden de hoogste temperaturen en verwarmingssnelheden verkregen met behulp van de wolfraamverwarmer die de eerdere degelresultaten lijkt tegen te spreken. Dit mag echter niet als richtlijn worden gebruikt, aangezien er slechts één verwarming werd gebruikt. Bovendien zullen deze eigenschappen worden verbeterd door een reeks verwarmers te gebruiken in tegenstelling tot een enkele verwarmer.
Conclusie
- De hierboven uitgevoerde en gedetailleerde tests geven aan dat verwarming van de drie thermoplastische koolstofcomposietmaterialen tot een minimum van 425 ° C mogelijk is met zowel middengolfhalogeen als zwarte holle elementen.
- Hogere maximale temperaturen kunnen worden bereikt met Ceramicx 800W zwart hol element (FFEH).
- De tijd die nodig was om PEEK te verwarmen tot 425 ° C was 206 seconden voor 2kW wolfraambuisverwarmers op 55mm en 230 seconden voor FFEH-elementen op 100mm
- De tijd die nodig was om PEKK te verwarmen tot 425 ° C was 102 seconden voor 2kW wolfraambuisverwarmers op 55mm en 244 seconden voor FFEH-elementen op 100mm
- De tijd die nodig was om PPS te verwarmen tot 425 ° C was 88 seconden voor 2kW wolfraambuisverwarmers op 55mm en 219 seconden voor FFEH-elementen op 100mm
- De maximale temperaturen, haalbare materiaalverwarmingssnelheden en uniformiteit van de oppervlaktetemperatuur zijn een sterke functie van de afstand waarop de verwarmingselementen van het materiaal zijn gemonteerd.
- Uitstekende middeldoorvoer en daarom temperatuuregalisatie, door de materiaaldikte, van PPS en PEEK werd bereikt met halogeengolfhalogeen (wolfraam). De temperatuurvereffening bereikt met PEKK was niet zo goed als met de andere materialen.
- Er werd een uitstekende IR-penetratie en temperatuuregalisatie waargenomen met PEEK met zwarte holle elementen. Deze eigenschap was niet zo goed als voor PEKK en PPS.
Op basis van de bovenstaande testgegevens en de nauwe scheidingen van element en materiaal die nodig zijn om de vereiste temperaturen te bereiken om de betreffende materialen te vormen, lijkt de beste infraroodzender Keramx 800W zwart volledig vlak hol element. Hoewel de tijden om de vereiste temperaturen te bereiken iets langer zijn dan de wolfraamverwarmers, zal de nauwere nabijheid van de gebruikte elementen leiden tot een betere uniformiteit van de oppervlaktetemperatuur. Bovendien werden de keramische elementen gestart vanaf kamertemperatuur en hadden ze ongeveer 12 minuten nodig om operationele niveaus te bereiken. Daarom kan deze tijd aanzienlijk worden verkort door de elementen voor te verwarmen.
Er moet ook worden opgemerkt dat deze resultaten zijn gebaseerd op de monsters die beschikbaar zijn gesteld voor testen (dwz 1mm en 2mm in dikte). Het verwarmen van dikkere delen kan vereisen dat aanzienlijke veranderingen in de verwarmingstechnologie worden onderzocht om ervoor te zorgen dat het temperatuurprofiel, over de dikte van het materiaal, uniform is en geschikt voor daaropvolgende vormbewerkingen.
1 Polyetheretherketon
2 Polyfenyleensulfide
3 polyetherketonketon
4 Gemiddeld verschil tussen boven- en onderoppervlak gedurende de laatste 18 seconden van de test.
Disclaimer
Deze testresultaten moeten zorgvuldig worden overwogen voordat een bepaald type infraroodzender wordt bepaald.
Herhaaltests uitgevoerd door andere bedrijven kunnen mogelijk niet dezelfde bevindingen opleveren. Verschillen in de experimentele omstandigheden kunnen de resultaten beïnvloeden. Andere bronnen van fouten zijn: het gebruikte merk van de zender, de efficiëntie van de zender, de geleverde stroom, de afstand van het geteste materiaal tot de gebruikte zender en de omgeving. De locaties waar de temperatuur wordt gemeten, kunnen ook variatie in de resultaten veroorzaken.