












| FÖRFATTARE | SKAPAT DATUM | VERSION | DOKUMENTNUMMER |
|---|---|---|---|
| Dr Peter Marshall | 8 April 2016 | V1.1 | CC11 - 00101 |
Beskrivning
CCP Gransden närmade sig Ceramicx för att bygga en infraröd ugn för att värma termoplastiska kolfiber prepreg-material för deras formningsoperationer. Detta testarbete utfördes som en del av funktioner som definierades i försäljningsförslaget (CSP 000 008). Fas ett innebär bedömning och val av infraröd värmare för detta projekt, med den angivna minimitemperaturen för materialet är 425 ° C.
Materialbeskrivning
Tre prover av två material mottogs i 230 x 230 x 1mm bitar. I dessa fall var matrisen PEEK1 och PPS2. Ett mindre urval av PEKK3 med dimensioner av 200 x 150 x 2mm mottogs också. Materialet var styvt, slätt med en blank svart finish. Ett litet mönster var synligt på ytan på ytan av PEEK- och PPS-proverna.
PEEK- och PPS-proverna skars i stycken 115 x 115 mm. PEKK-materialet skars i bitar av 100 x 75mm.
Metod
Två distinkta värmefamiljer utvärderades; halogen (QH och QT) och svart ihålig keramik (FFEH). I båda fallen monterades plattorna över och under materialprovet med justerbar höjd.
FastIR
Ett monteringssystem tillverkades så att två av Ceramicxs FastIR 500-enheter kunde monteras ovanför och under materialet. En FastIR 500 består av sju värmeelement monterade parallellt i ett 500 x 500 mm hölje. Avståndet mellan dessa rör är 81mm. 1500W och 2000W 'långa' (total längd: 473mm) element användes vilket gav en total utgång från de två enheterna av 21 respektive 28kW. Värmeanläggningarna monterades så att avståndet mellan elementytan och provet varierade mellan 55mm och 95mm.
Det experimentella protokollet som användes var som följer:
- Fläktarna slås på
- De tre centrala värmeelementen är på, övre och nedre
- Utanför fyra värmeelement påslagen, överst och nedtill
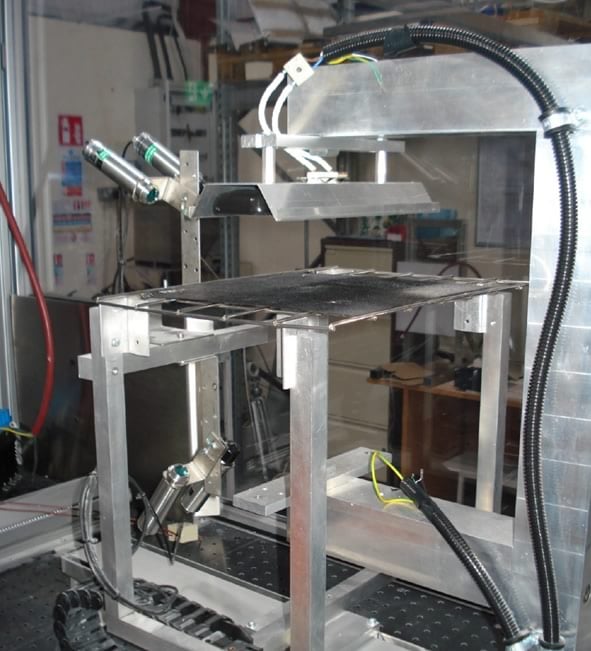
En bild av ett prov mellan de två FastIR-enheterna visas i figur 1. Ingenting användes för att omsluta gapet mellan de två värmeenheterna
Elements
Två typer av element kan monteras i FastIR-enheten; kvartshalogen och kvartsvolfram. Dessa element avger olika höga infraröda våglängder; halogen vid ungefär 1.0 - 1.2μm och volfram mellan 1.6 - 1.9μm. Varje rör har en diameter på 10mm, en total längd på 473mm och en uppvärmd längd av 415mm.

Black Hollow
En anpassad värmeplatta designades för att integrera en 2 x 7-matris av Ceramicxs 800W FFEH-element, vilket ger varje platta 11.2kW effekt. Denna matris var innesluten i ett 510 x 510mm hölje och monterades i samma ram som FastIR-systemet som beskrivs ovan. Det experimentella protokollet användes; men fans var inte anställda i dessa platån. Avståndet mellan dessa element var 65mm.
Två olika element-provavstånd användes, 50 och 100mm. Återigen lämnades gapet mellan de två värmeenheterna öppna
Elements
Ceramicx svarta ihåliga element avger toppvåglängder i medium till lång regim (2 - 10μm). Varje element har måtten 245 x 60mm (lxw). De längre våglängderna förknippade med keramiska element är mycket effektiva för att värma många polymera material.
Instrumentering
Termoelement av typ K fästes på provets yta med hjälp av M3-skruvar. Keramisk cement testades, men detta fästes inte på materialets yta. Med tanke på de höga temperaturer som krävs skulle inget tillgängligt lim förbli stabilt, så mekanisk fixering ansågs nödvändig. Termoelementen var belägna i mitten av varje prov och även 10mm (kant) och 30mm (kvartal) från kanten såsom visas i figur 2. Detta placerade termoelementen direkt över rörelementen och i mitten mellan elementen så att den maximala temperaturskillnaden skulle registreras. Temperaturdata registrerades med intervaller på en sekund.
Smörgås testning
Sandwich-testaren är en avancerad testningsmaskin för materialsvar, såsom visas i figur 2. Olika typer av infraröda värmare kan monteras i två lägen, vända lodrätt upp och ner. Detta säkerställer att det testade materialet kan värmas uppifrån och / eller från botten. Fyra icke-kontakt optiska pyrometrar används för att bestämma topp- och bottenytemperaturen för det testade materialet. Emitterna får värmas upp till sin driftstemperatur och materialet bringas sedan under emittern (erna) under en förutbestämd period. Detta test utfördes med både 1kW volfram (QTM) och 800W svarta ihåliga element (FFEH) monterade 75mm ovanför provet för att bestämma vilken värmare som gav den bästa penetrationen genom materialet.
Resultat
FastIR
Detta avsnitt rapporterar om de resultat som hittats för volfram- och halogenrör för de tre materialen i fråga. Test utfördes med tre olika värmehöjder (55mm, 80mm & 95mm).
TITT
Inledande försök genomfördes med ett PEEK-prov och de två FastIR-värmare med 1500W kvartshalogenrör separerade med 110mm. Resultaten av detta test, som visas i figur 4, indikerar att provet inte lyckades nå den erforderliga temperaturen.
Elementen ändrades till 2000W kortvågshalogen (QHL) rör som visade att provet vid samma separering nådde och överskred den erforderliga temperaturen på en plats. I detta fall var den maximala registrerade temperaturen 485 ° C, men signifikanta temperaturskillnader (upp till 83 ° C) detekterades dock också. Den tid som krävdes för att nå måltemperaturen för 425 ° C var 99 sekunder. Detta uppnåddes endast på två platser
Kvarts-volframrör (QTL) -rör (2000W) undersöktes också vid de tre nivåerna med maximal temperatur som faller av när värmeavståndet ökade. Vid 55mm detekterades en maximal och minimal temperatur på 520 ° C. Måltemperaturen över materialprovet uppnåddes på 206 sekunder. Genom att öka avståndet till 80mm reducerades dessa till 450 ° C och 415 ° C och vid 95mm över provet var provets maximala och lägsta temperatur 407 och 393 ° C.
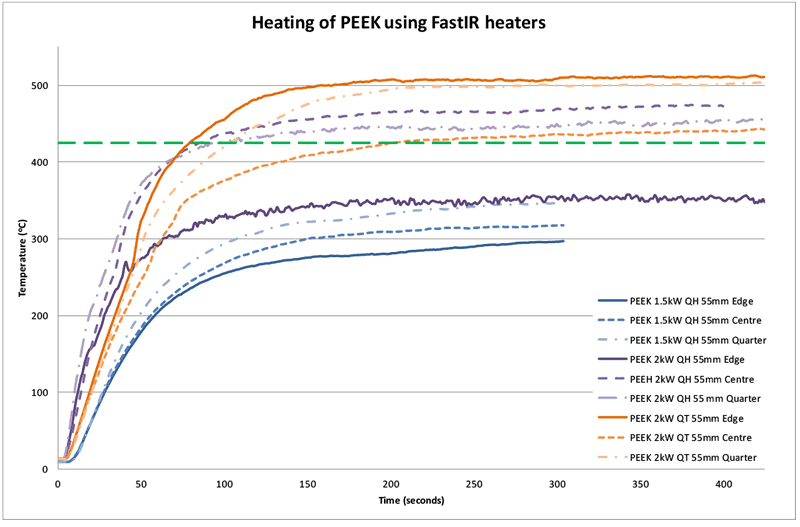
Figur 4 visar variansen i temperatur som kan uppstå över provet på grund av närhet av värmaren till provet samt den tid som krävs för att värma materialet till 425 ° C (206 sekunder för 2kW QT värmare).
150 ° W volframrör testades inte eftersom det ansågs mer driftsmässigt viktigt att öka värmeavståndet än att minska kraften hos de använda elementen.
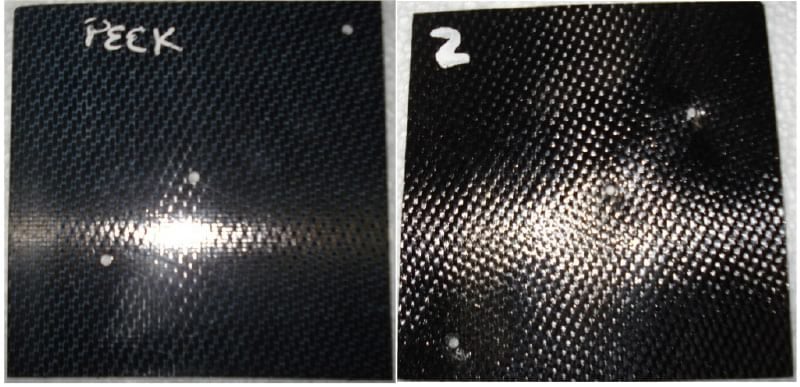
Figur 5 visar den visuella skillnaden i provet före och efter uppvärmning.
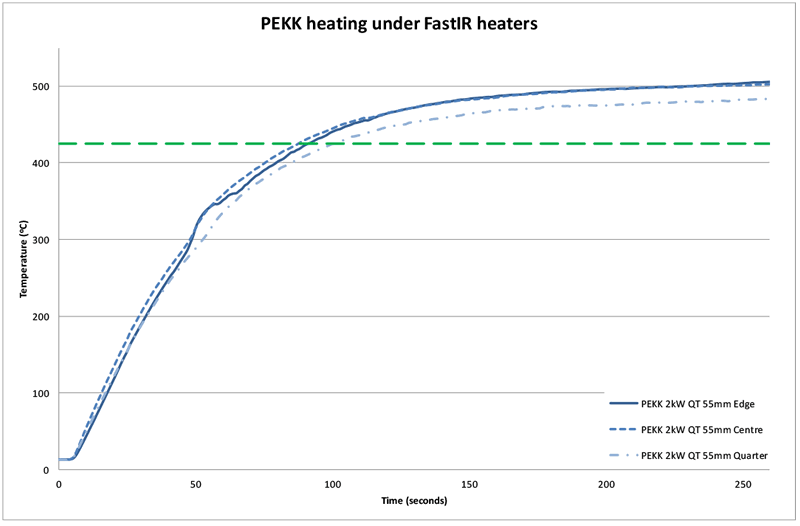
PEKK
PEKK värmdes endast med 2000W volframvärmare vid 55mm. Materialets termiska svar var utmärkt med temperaturer över 500 ° C som registrerades. Den lägsta angivna temperaturen uppnåddes i 102 sekunder, varvid den maximala registrerade temperaturen var över 500 ° C.
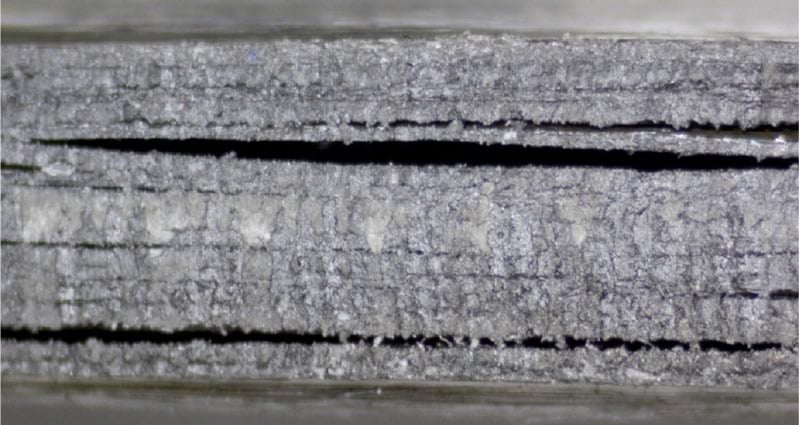
Det noterades att detta prov tycktes visa viss delning och delaminering vid kanterna och även vissa ytdistorsioner efter uppvärmning som visas i figur 7, möjligen från fuktabsorption under lagring och den snabba uppvärmningen som inträffade.
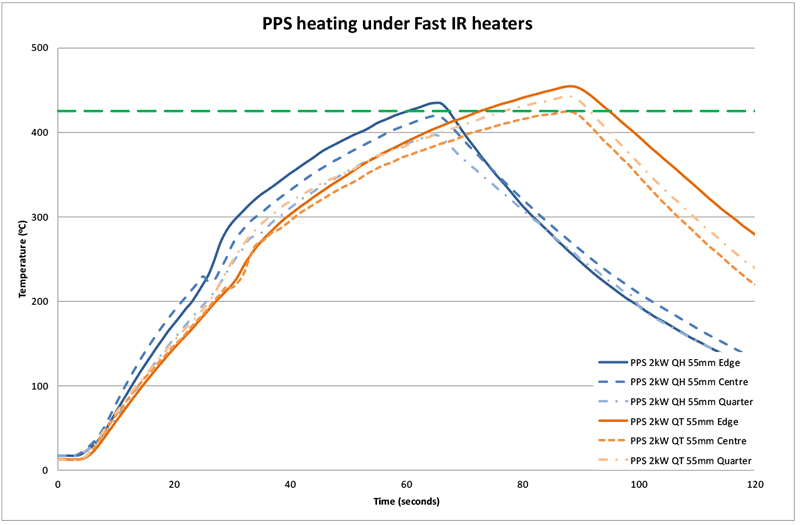
PPS
PPS-materialet testades med 2000W halogen- och volframvärmare. Halogentestet utfördes med en separering av 55mm och volframtesterna vid 55mm och 95mm.
Uppgifterna visade igen att volframröret var en bättre värmare för detta material (än halogenvärmaren) med högre temperaturer som registrerades vid 55mm-separationen och också större enhetlighet i temperaturen över provet. En variation av 38 ° C registrerades för halogenvärmare och 30 ° C för volframvärmare. Denna registrerade variation kommer att påverkas starkt av placeringen av termoelementet relativt rören. Identiska placeringar av termoelement är inte garanterade.
Test med PPS avslutades snart efter att materialet nådde den erforderliga temperaturen på 425 ° C eftersom det fanns en frisättning av svaveluktande ångor från proverna.
På ett avstånd av 55mm registrerades måltemperaturen efter 66 och 88 sekunder för halogen- och volframvärmare vid 55mm respektive. När volframvärmaren monterades vid 95mm från provet uppnåddes inte måltemperaturen.
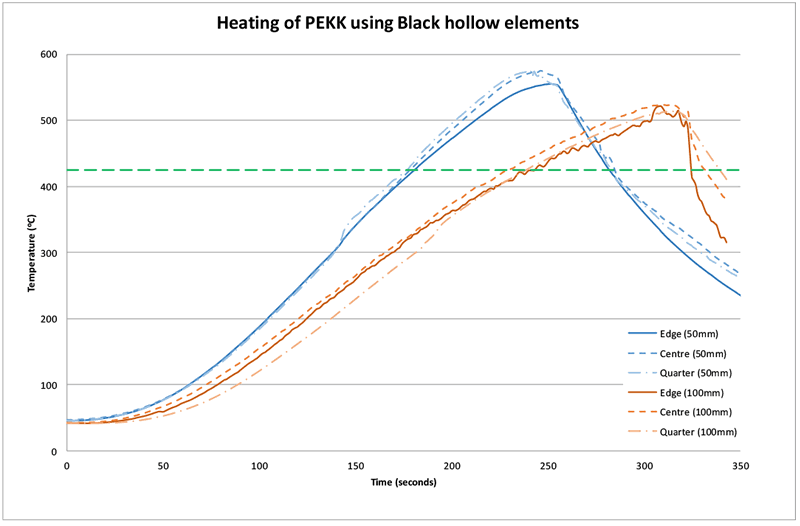
Black Hollow
Inledande test utfördes med en element-materialseparation av 50mm. Materialets temperaturökning var mycket snabb för alla material. Från en kall start tar ihåliga element ungefär 10-12 minuter att värmas till stabila driftsnivåer (yttemperatur på cirka 700 ° C). Materialtemperaturökningen var stort sett lik värmningskurvan för värmaren, men det fanns en tidsfördröjning i detta.
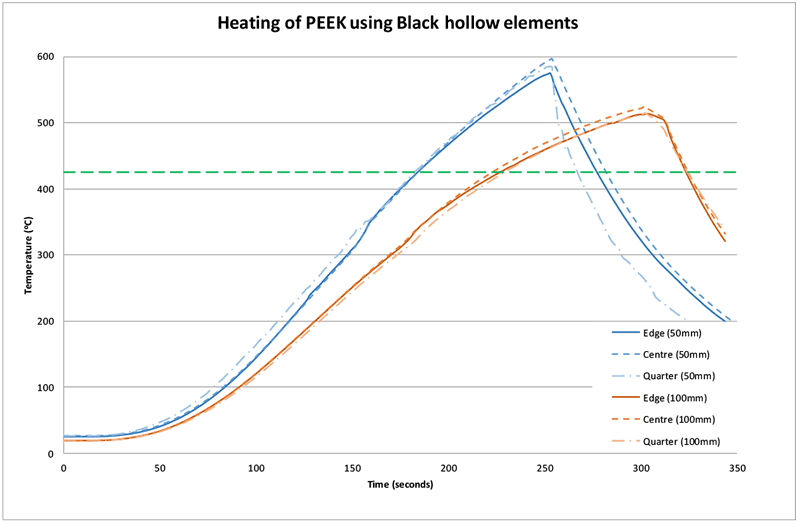
TITT
Ett diagram över den tid det tog att värma provet av PEEK för att uppnå den erforderliga bearbetningstemperaturen visas nedan i figur 9. Detta visar att uppvärmningstiden till 425 ° C är ungefär 185 sekunder från när värmaren slås på vid 50mm. Om avståndet ökas till 100mm ökas tiden till 230 sekunder. Provet lämnades mellan de två plattorna under uppvärmning och avlägsnades för kylning.
PEKK
Den tid det tog för PEKK att nå minimitröskeln var något längre än för PEEK. Två möjliga orsaker finns för detta: 1.) Materialet absorberar inte den infraröda strålningen såväl som PEEK och 2.) Tjockleken på materialet är dubbelt så stort (1 respektive 2mm). Tiden som krävdes för att nå 425 ° C vid 50mm var 181 sekunder och vid 100mm ökade detta till 244 sekunder
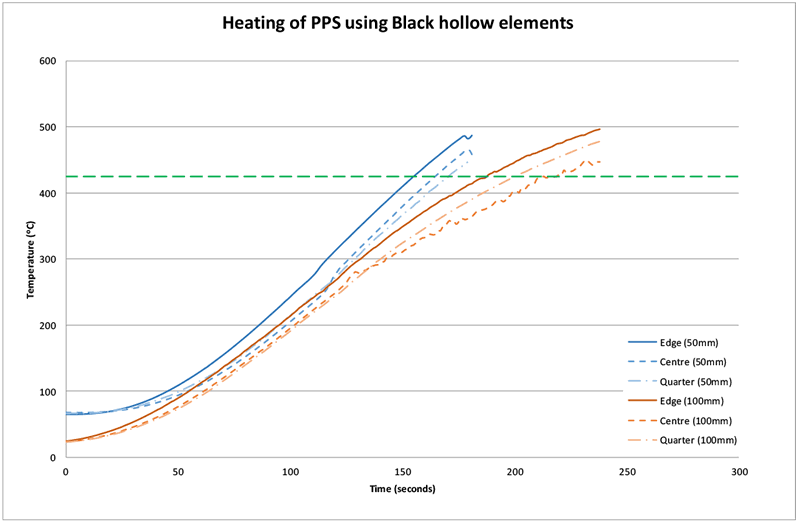
PPS
PPS upphettades mycket framgångsrikt med de svarta ihåliga elementen med 425 ° C inspelade i 171 sekunder och 219 sekunder vid 50 respektive 100mm. Värmekurvan för detta material visas i figur 11. Återigen inträffade en frisättning av svavelluktande rök, men mängden av detta var inte lika mycket som med halogenvärmaren som beskrivs ovan. Detta kan delvis bero på frånvaron av fläktar på baksidan av värmeplattan.
En sammanfattning av de tider som krävs för att värma materialen, med halogen, volfram och ihåliga keramiska element, till måltemperaturen visas nedan i tabell 1. Eftersom montering av halogenelement på längre avstånd än 55mm inte var allmänt framgångsrikt, utelämnades dessa resultat från tabellen.
|
Material |
Värmare typ (kraft)
|
Distans | Dags att nå 425 ° C |
|---|---|---|---|
| TITT | QHL (2kW) | 55mm | 99 |
| QTL (2kW) | 55mm | 206 | |
| FFEH (800W) | 50mm | 185 | |
| FFEH (800W) | 100mm | 230 | |
| PEKK | QTL (2kW) | 55mm | 102 |
| FFEH (800W) | 50mm | 181 | |
| FFEH (800W) | 100mm | 244 | |
| PPS | QHL (2kW) | 55mm | 66 |
| QTL (2kW) | 55mm | 88 | |
| FFEH (800W) | 50mm | 171 | |
| FFEH (800W) | 100mm | 219 |
Smörgås testning
Sandwichprovning genomfördes för att få information om överföring av värme genom materialet. Detta gjordes genom att värma provet från en enda sida, mäta temperaturen på båda sidor och jämföra resultaten. Volframrör och svarta ihåliga element undersöktes endast, eftersom baserat på FastIR-resultaten är kortvågshalogenrören inte lämpliga värmare för de aktuella materialen.
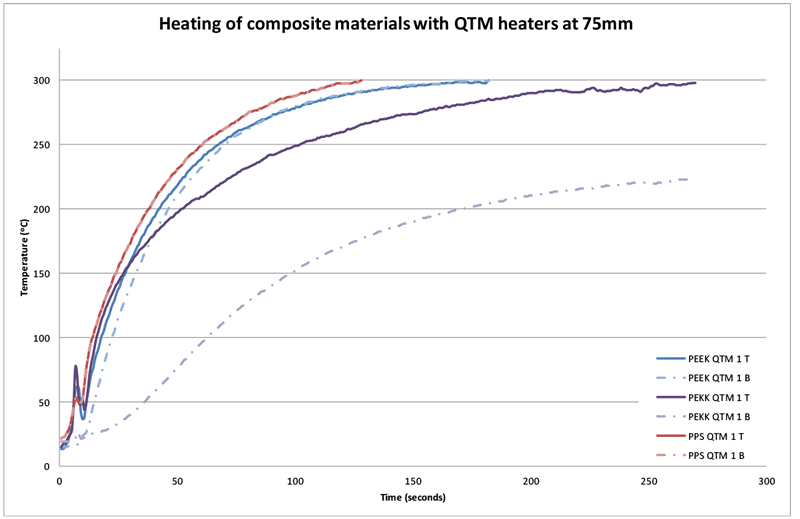
Resultaten för QTM-element visar att det inte finns någon signifikant temperaturskillnad mellan topp- och bottenytan för PEEK- och PPS-material, men PPS värmer snabbare och kurvorna för detta material är praktiskt taget oskiljbara. Det bör noteras att dessa två material är mycket tunna (≈ 1mm). Som förväntat var temperaturskillnaden för PEKK större (75 ± 2oC) på grund av dess tjocklek (≈ 2mm). Dessa resultat visas i figur 12 nedan.
Av operativa skäl avslutas testet när en temperatur på 300 ° C detekteras av pyrometrarna. Den topp som settes under de första 30 sekunderna av testet är reflektans och är inte en riktig temperaturavläsning.
Dessa resultat visar att god IR-penetration av materialet är möjlig för PEEK och PPS med användning av volframvärmaren. Men temperaturutjämningen för PEKK är inte lika bra, visat av den nästan 75 ° C skillnaden i temperatur under de senaste 18 sekunderna av testet4.
Det var inte möjligt att flytta materialproven närmare värmaren för att analysera vilken effekt detta skulle ha eftersom den akuta vinkel som krävs för att pyrometern skulle se materialet skulle förvränga avläsningen.
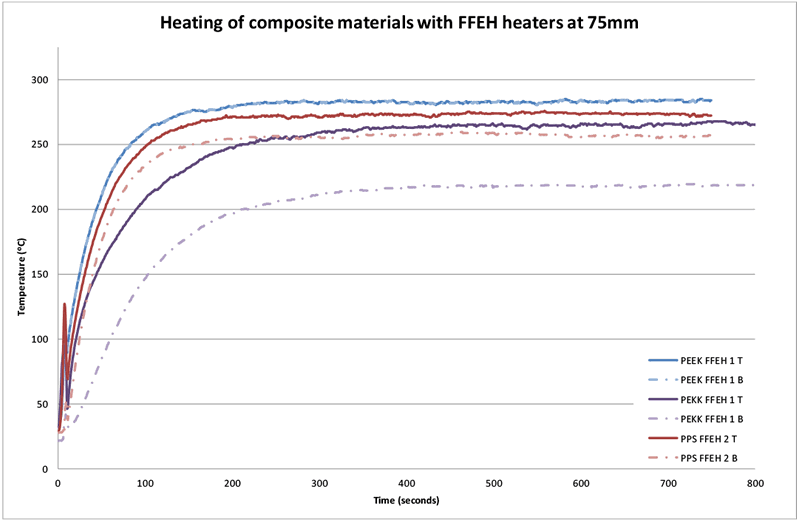
Uppvärmning av proverna med svarta ihåliga element på samma avstånd (75mm) visar en liknande trend med en större temperaturskillnad (45 ± 2 ° C) som observeras för det tjockare PEKK-materialet (jämfört med de tunnare materialen). Temperaturen på topp- och bottenytorna på PEEK är praktiskt taget oskiljbara. emellertid finns det en skillnad i temperaturen på PPS (25 ± 2 ° C). Dessa data visas i figur 13. Detta indikerar att IR-penetrering av PPS med längre våglängdsstrålning inte är lika bra som med kortare volfram IR, men temperaturutjämningen för PEKK är bättre (men inte idealisk).
Vid 75mm-separering erhålls de högsta temperaturerna och uppvärmningshastigheterna med hjälp av volframvärmaren som verkar motsäga tidigare resultat. Detta bör dock inte användas som vägledning eftersom endast en enda värmare användes. Dessutom kommer dessa egenskaper att förbättras genom att använda en mängd värmare i motsats till en enda värmare.
Slutsats
- De utförda testerna och detaljerade ovan indikerar att uppvärmning av de tre termoplastiska kolkompositmaterialen till ett minimum av 425 ° C är möjlig med både medelvågshalogen och svarta ihåliga element.
- Högre maximala temperaturer kan uppnås med Ceramicx 800W svart ihåligt element (FFEH).
- Tiden som krävdes för att värma PEEK till 425 ° C var 206 sekunder för 2kW volframrörsvärmare vid 55mm och 230 sekunder för FFEH-element vid 100mm
- Tiden som krävdes för att värma PEKK till 425 ° C var 102 sekunder för 2kW volframrörsvärmare vid 55mm och 244 sekunder för FFEH-element vid 100mm
- Tiden som krävdes för att värma PPS till 425 ° C var 88 sekunder för 2kW volframrörsvärmare vid 55mm och 219 sekunder för FFEH-element vid 100mm
- De maximala temperaturerna, uppnåliga materialuppvärmningshastigheter och yttemperaturens enhetlighet är en stark funktion av avståndet vid vilket värmaren är monterade från materialet.
- Utmärkt IR-penetration och därför uppnåddes temperaturutjämning genom materialtjockleken hos PPS och PEEK med medelvågshalogen (volfram). Den temperaturutjämning som uppnåtts med PEKK var inte lika bra som med de andra materialen.
- Utmärkt IR-penetration och temperaturutjämning sågs med PEEK med användning av svarta ihåliga element. Den här egenskapen var inte lika bra som för PEKK och PPS.
Baserat på testdata ovan och de nära element-materialavskiljningarna som krävs för att uppnå de temperaturer som krävs för att bilda materialen i fråga, verkar det som den bästa infraröda emitteren är Ceramicx 800W svart full platt ihåligt element. Medan tiderna för att uppnå de erforderliga temperaturerna är något längre än volframvärmaren kommer den närmare närheten till de använda elementen att leda till bättre yttemperaturens enhetlighet. Dessutom startades de keramiska elementen från rumstemperatur och krävde ungefär 12 minuter för att nå operativa nivåer. Därför kan denna tid förkortas avsevärt genom att förvärma elementen.
Det bör också noteras att dessa resultat är baserade på proverna som gjordes tillgängliga för testning (dvs. 1mm och 2mm i tjocklek). Uppvärmning av tjockare delar kan kräva betydande förändringar i uppvärmningstekniken som ska undersökas för att säkerställa att temperaturprofilen över materialets tjocklek är enhetlig och lämplig för efterföljande formningsoperationer.
1 Polyetereterketon
2 Polyfenylensulfid
3 Polyeterketonketon
4 Genomsnittlig skillnad mellan topp- och bottenytor som tagits under de senaste 18 sekunderna av testet.
Villkor
Dessa testresultat bör noggrant övervägas innan en viss typ av infraröd emitter är fast besluten att använda.
Upprepade tester utförda av andra företag kan inte uppnå samma resultat. Skillnader i de experimentella förhållandena kan förändra resultaten. Andra felkällor inkluderar: märket av emitter som används, emitterns effektivitet, den levererade kraften, avståndet från det testade materialet till den använda emittern och miljön. De platser där temperaturen mäts kan också orsaka variationer i resultaten.