












| AUTOR | FECHA DE CREACION | VERSIÓN | NÚMERO DEL DOCUMENTO |
|---|---|---|---|
| Dr. Peter Marshall | 8 de abril de 2016 | V1.1 | CC11 - 00101 |
Introducción
CCP Gransden se acercó a Ceramicx para construir un horno de infrarrojos para calentar materiales preimpregnados de fibra de carbono termoplástica para sus operaciones de conformado. Este trabajo de prueba se llevó a cabo como parte de las funciones definidas en la propuesta de venta (CSP 000 008). La fase uno implica la evaluación y selección del calentador de infrarrojos para este proyecto, con una temperatura mínima estipulada del material de 425 ° C.
Descripción del material
Se recibieron tres muestras de dos materiales en piezas 230 x 230 x 1mm. En estos casos, la matriz era PEEK1 y PPS2. Una muestra más pequeña de PEKK3 con dimensiones de 200 x 150 x 2mm también se recibió. El material era rígido, liso con un acabado negro brillante. Un pequeño patrón era visible en la superficie en la superficie de las muestras de PEEK y PPS.
Las muestras de PEEK y PPS se cortaron en piezas 115 x 115 mm. El material PEKK se cortó en piezas 100 x 75mm.
Método
Se evaluaron dos familias distintas de calentadores; halógeno (QH y QT) y cerámica hueca negra (FFEH). En cada caso, los platos se montaron encima y debajo de la muestra de material con altura ajustable.
FastIR
Se fabricó un sistema de montaje para permitir que dos de las unidades FastIR 500 de Ceramicx se monten encima y debajo del material. Un FastIR 500 consta de siete elementos calefactores montados en paralelo dentro de una carcasa 500 x 500 mm. El espacio entre estos tubos es 81mm. Los elementos 1500W y 2000W 'long' (longitud total: 473mm) se utilizaron para obtener una salida total de las dos unidades de 21 o 28kW respectivamente. Las unidades de calentamiento se montaron de manera que la distancia entre la superficie del elemento y la muestra variara entre 55mm y 95mm.
El protocolo experimental utilizado fue el siguiente:
- Ventiladores encendidos
- Tres elementos de calefacción central activados, superior e inferior
- Fuera de cuatro elementos calefactores encendidos, arriba y abajo
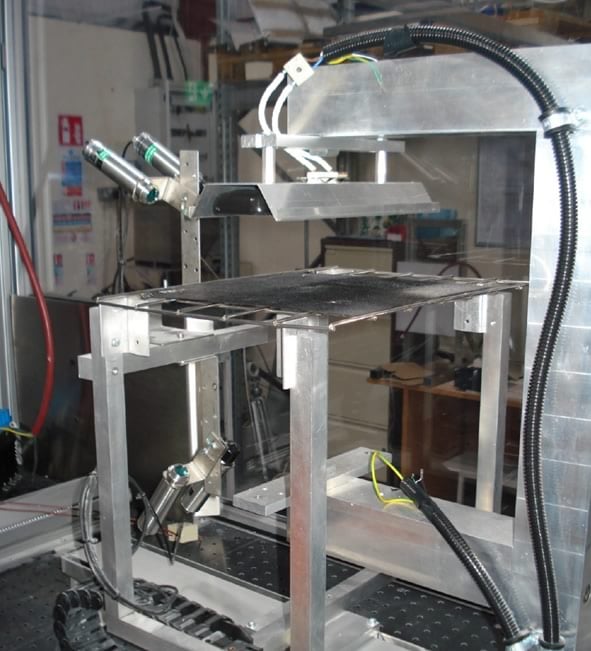
La imagen 1 muestra una imagen de una muestra entre las dos unidades FastIR. No se utilizó nada para cerrar la brecha entre las dos unidades de calefacción.
Elements
Se pueden montar dos tipos de elementos en la unidad FastIR; halógeno de cuarzo y tungsteno de cuarzo. Estos elementos emiten diferentes longitudes de onda infrarrojas máximas; halógeno a aproximadamente 1.0 - 1.2μm y tungsteno entre 1.6 - 1.9μm. Cada tubo tiene un diámetro de 10mm, una longitud total de 473mm y una longitud calentada de 415mm.

Hueco negro
Se diseñó una placa calefactora personalizada para incorporar una matriz 2 x 7 de los elementos 800W FFEH de Ceramicx, dando a cada placa 11.2kW de potencia. Esta matriz se incluyó en una caja 510 x 510mm y se montó en el mismo marco que el sistema FastIR detallado anteriormente. Se utilizó el protocolo experimental; Sin embargo, los aficionados no fueron empleados en estos platos. La distancia entre estos elementos era 65mm.
Se utilizaron dos distancias diferentes de muestra de elementos, 50 y 100mm. Nuevamente, la brecha entre las dos unidades de calefacción se dejó abierta.
Elements
Los elementos huecos negros de Ceramicx emiten longitudes de onda máximas en el régimen medio a largo (2 - 10μm). Cada elemento tiene dimensiones de 245 x 60mm (lxw). Las longitudes de onda más largas asociadas con los elementos cerámicos son muy eficientes para calentar muchos materiales poliméricos.
Instrumentación
Los termopares tipo K se fijaron a la superficie de la muestra utilizando tornillos M3. Se probó el cemento cerámico, sin embargo, esto no se adhirió a la superficie del material. Dadas las altas temperaturas requeridas, ningún adhesivo disponible permanecería estable, por lo que se consideró necesaria una fijación mecánica. Los termopares se ubicaron en el centro de cada muestra y también 10mm (borde) y 30mm (cuarto) desde el borde como se muestra en la Figura 2. Esto ubicó los termopares directamente sobre los elementos del tubo y en el centro entre los elementos para que se registrara la diferencia de temperatura máxima. Los datos de temperatura se registraron a intervalos de un segundo.
Prueba de sandwich
El probador de sándwich es una máquina avanzada de prueba de respuesta térmica de materiales como se muestra en la Figura 2. Se pueden montar varios tipos de calentadores infrarrojos en dos posiciones, mirando verticalmente hacia arriba y hacia abajo. Esto asegura que el material probado se pueda calentar desde la parte superior y / o inferior. Se utilizan cuatro pirómetros ópticos sin contacto para determinar la temperatura de la superficie superior e inferior del material probado. Se permite que los emisores se calienten a su temperatura de funcionamiento y el material se coloca debajo de los emisores durante un período predeterminado. Esta prueba se realizó con tungsteno 1kW (QTM) y elementos huecos negros 800W (FFEH) montados 75mm por encima de la muestra para determinar qué calentador dio la mejor penetración a través del material.
Resultados
FastIR
Esta sección informa sobre los resultados encontrados para los tubos de tungsteno y halógeno para los tres materiales en cuestión. Las pruebas se llevaron a cabo con tres alturas de calentador diferentes (55 mm, 80 mm y 95 mm).
OJEADA
Los ensayos iniciales se realizaron con una muestra de PEEK y los dos calentadores FastIR con tubos halógenos de cuarzo 1500W separados por 110mm. Los resultados de esta prueba, que se muestran en la Figura 4, indican que la muestra no alcanzó la temperatura requerida.
Los elementos se cambiaron a tubos de halógeno de onda corta 2000W (QHL) que mostraron que, en la misma separación, la muestra alcanzó y excedió la temperatura requerida en un lugar. En este caso, la temperatura máxima registrada fue 485 ° C, sin embargo, también se detectaron diferencias de temperatura significativas (hasta 83 ° C). El tiempo requerido para alcanzar la temperatura objetivo de 425 ° C fue de 99 segundos. Esto se logró solo en dos ubicaciones
Los tubos de tungsteno de cuarzo (QTL) (2000W) también se examinaron en los tres niveles con una caída de temperatura máxima a medida que aumentaba la distancia del calentador. En 55mm, se detectó una temperatura máxima y mínima de 520 ° C. La temperatura objetivo, a través de la muestra de material, se logró en 206 segundos. Al aumentar la distancia a 80mm, estos se redujeron a 450 ° C y 415 ° C y a 95mm por encima de la muestra, las temperaturas máximas y mínimas de la muestra fueron 407 y 393 ° C.
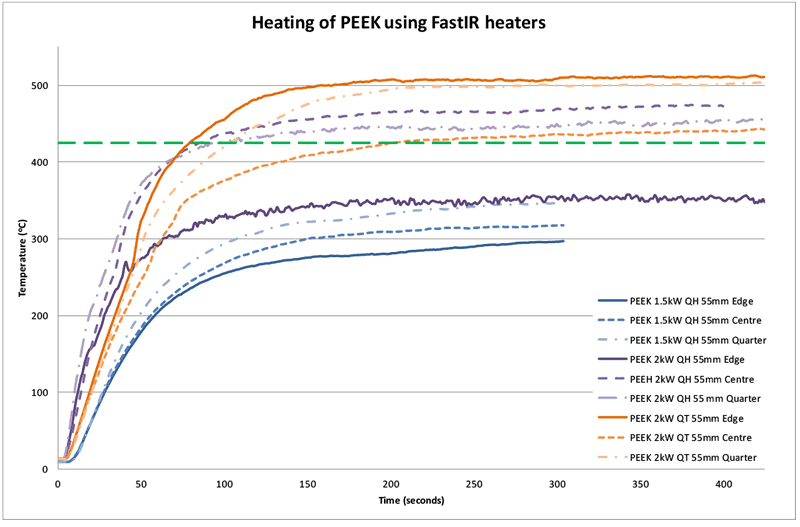
La Figura 4 muestra la variación en la temperatura que puede ocurrir en la muestra debido a la proximidad de los calentadores a la muestra, así como el tiempo requerido para calentar el material a 425 ° C (206 segundos para el calentador 2kW QT).
Los tubos de tungsteno 150 ° W no se probaron, ya que se consideró más importante desde el punto de vista operativo aumentar la distancia del calentador que disminuir la potencia de los elementos utilizados.
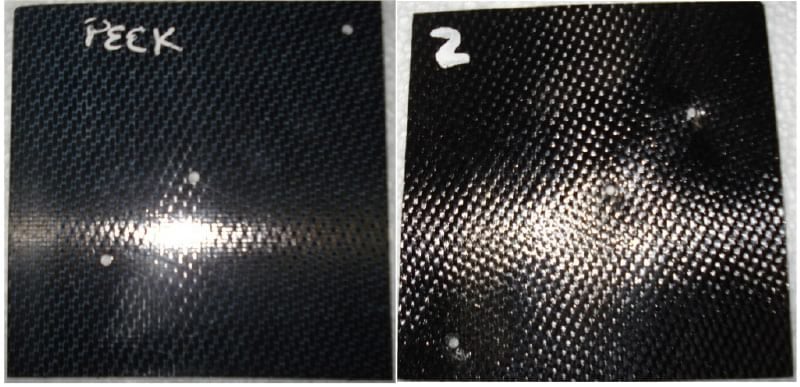
La figura 5 muestra la diferencia visual en la muestra antes y después del calentamiento.
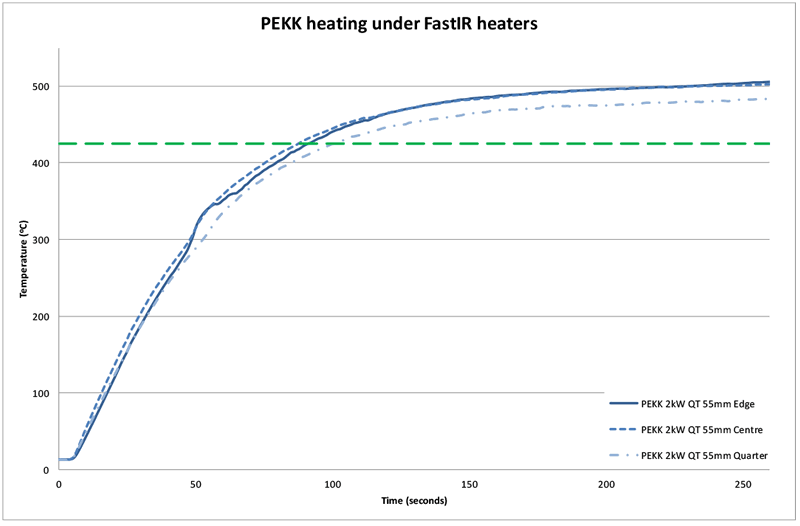
PEKK
PEKK se calentó con calentadores de tungsteno 2000W solo a 55mm. La respuesta térmica del material fue excelente, registrando temperaturas superiores a 500 ° C. La temperatura mínima estipulada se logró en 102 segundos con una temperatura máxima registrada superior a 500 ° C.
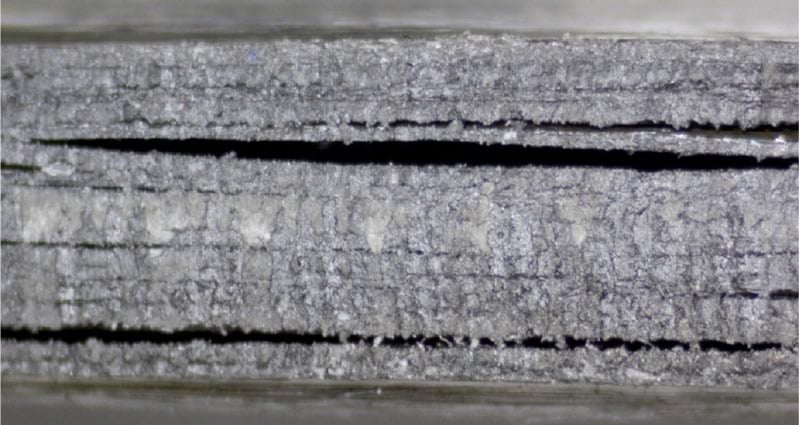
Se observó que esta muestra parecía mostrar cierta división y delaminación en los bordes y también algunas distorsiones de la superficie después del calentamiento como se muestra en la Figura 7, posiblemente por la absorción de humedad durante el almacenamiento y el rápido calentamiento que se produjo.
PPS
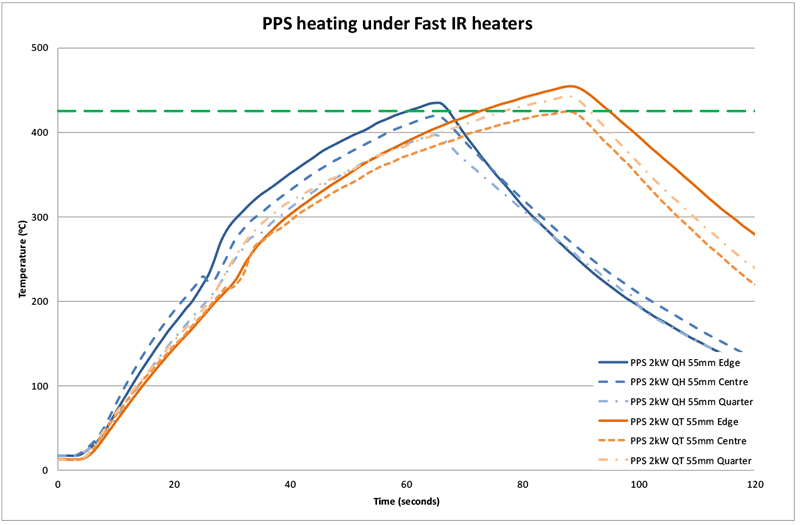
El material PPS se probó con calentadores halógenos y de tungsteno 2000W. La prueba de halógeno se realizó con una separación de 55mm y las pruebas de tungsteno en 55mm y 95mm.
Los datos mostraron nuevamente que el tubo de tungsteno era un mejor calentador para este material (que el calentador halógeno) con temperaturas más altas registradas en la separación 55mm y también una mayor uniformidad de temperatura en la muestra. Se registró una variación de 38 ° C para los calentadores halógenos y 30 ° C para los calentadores de tungsteno. Esta variación registrada estará muy influenciada por la ubicación del termopar en relación con los tubos. No se garantizan ubicaciones idénticas de termopares.
Las pruebas con PPS se terminaron poco después de que el material alcanzara la temperatura requerida de 425 ° C ya que había una liberación de vapores con olor a azufre de las muestras.
A una distancia de 55mm, la temperatura objetivo se registró después de 66 y 88 segundos para calentadores de halógeno y tungsteno en 55mm respectivamente. Cuando los calentadores de tungsteno se montaron a 95mm de la muestra, no se alcanzó la temperatura objetivo.
Hueco negro
Las pruebas iniciales se realizaron con una separación elemento-material de 50mm. El aumento de temperatura del material fue muy rápido para todos los materiales. Desde un arranque en frío, los elementos huecos tardan aproximadamente 10-12 minutos en calentarse a niveles operativos estables (temperatura superficial de aprox. 700 ° C). El aumento de temperatura del material fue ampliamente similar a la curva de calentamiento del calentador, sin embargo, hubo un retraso de tiempo en esto.
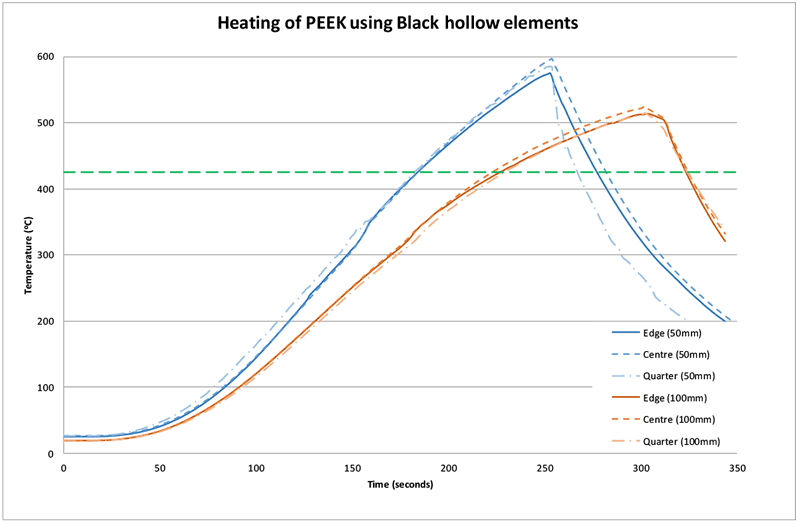
OJEADA
A continuación, en la Figura 9, se muestra un gráfico del tiempo necesario para calentar la muestra de PEEK para alcanzar la temperatura de procesamiento requerida. Esto muestra que el tiempo de calentamiento a 425 ° C es de aproximadamente 185 segundos desde que se encienden los calentadores a 50mm. Si la distancia aumenta a 100mm, el tiempo aumenta a 230 segundos. La muestra se dejó entre las dos placas durante el calentamiento y se retiró para enfriar.
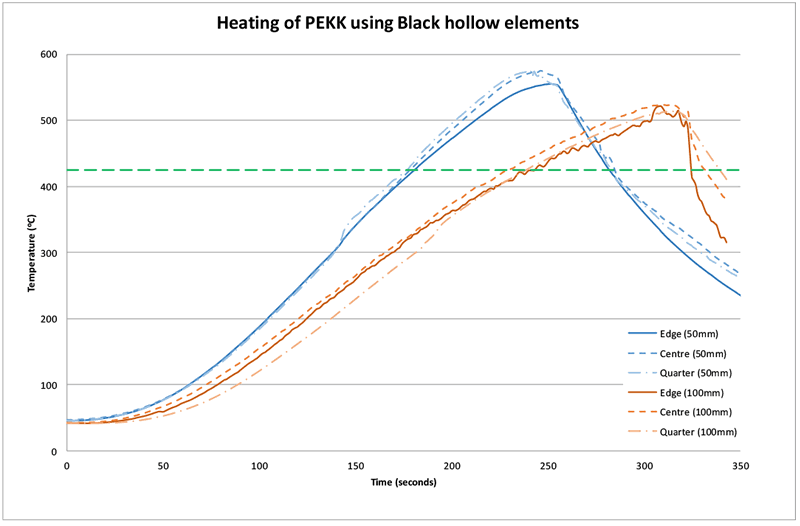
PEKK
El tiempo que tardó PEKK en alcanzar el umbral mínimo fue un poco más largo que para PEEK. Existen dos posibles razones para esto: 1.) El material no absorbe la radiación infrarroja, así como PEEK y 2.) El grosor del material es el doble (1 y 2mm respectivamente). El tiempo requerido para alcanzar 425 ° C en 50mm fue 181 segundos y en 100mm esto aumentó a 244 segundos
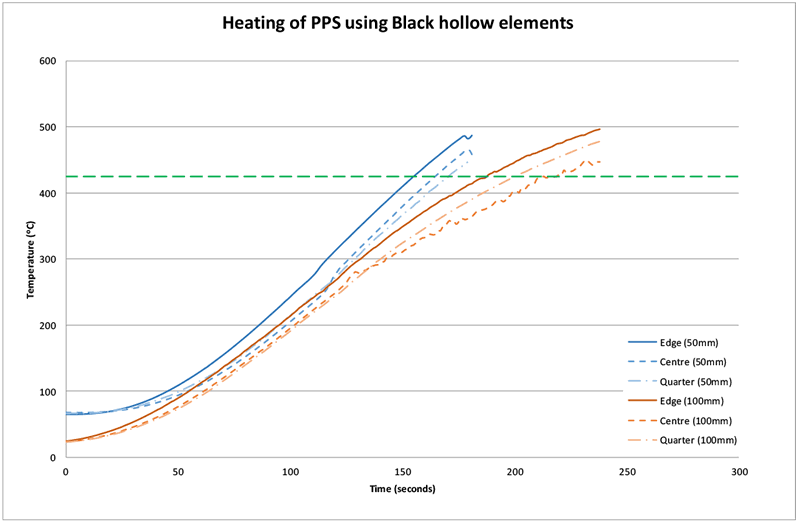
PPS
PPS se calentó con mucho éxito con los elementos huecos negros con 425 ° C que se registraron en 171 segundos y 219 segundos en 50 y 100mm respectivamente. La curva de calentamiento para este material se muestra en la Figura 11. Nuevamente, se produjo una liberación de humo con olor a azufre, sin embargo, la cantidad de este no fue tanto como con los calentadores halógenos como se detalla anteriormente. Esto puede deberse en parte a la ausencia de ventiladores en la parte posterior del plato calefactor.
A continuación se muestra un resumen de los tiempos necesarios para calentar los materiales, con halógeno, tungsteno y elementos cerámicos huecos, a la temperatura objetivo en la Tabla 1. Como el montaje de los elementos halógenos a distancias más largas que 55mm no fue universalmente exitoso, estos resultados se omitieron de la tabla.
|
Material |
Tipo de calentador (potencia)
|
Distancia | Hora de llegar a 425 ° C |
|---|---|---|---|
| OJEADA | QHL (2 kW) | 55 mm | 99 |
| QTL (2 kW) | 55 mm | 206 | |
| FFEH (800 W) | 50 mm | 185 | |
| FFEH (800 W) | 100 mm | 230 | |
| PEKK | QTL (2 kW) | 55 mm | 102 |
| FFEH (800 W) | 50 mm | 181 | |
| FFEH (800 W) | 100 mm | 244 | |
| PPS | QHL (2 kW) | 55 mm | 66 |
| QTL (2 kW) | 55 mm | 88 | |
| FFEH (800 W) | 50 mm | 171 | |
| FFEH (800 W) | 100 mm | 219 |
Prueba de sandwich
Se realizaron pruebas de emparedado para obtener información sobre la transferencia de calor a través del material. Esto se hizo calentando la muestra desde un solo lado, midiendo la temperatura en ambos lados y comparando los resultados. Los tubos de tungsteno y los elementos huecos negros solo se examinaron, ya que según los resultados de FastIR, los tubos de halógeno de onda corta no son calentadores adecuados para los materiales en cuestión.
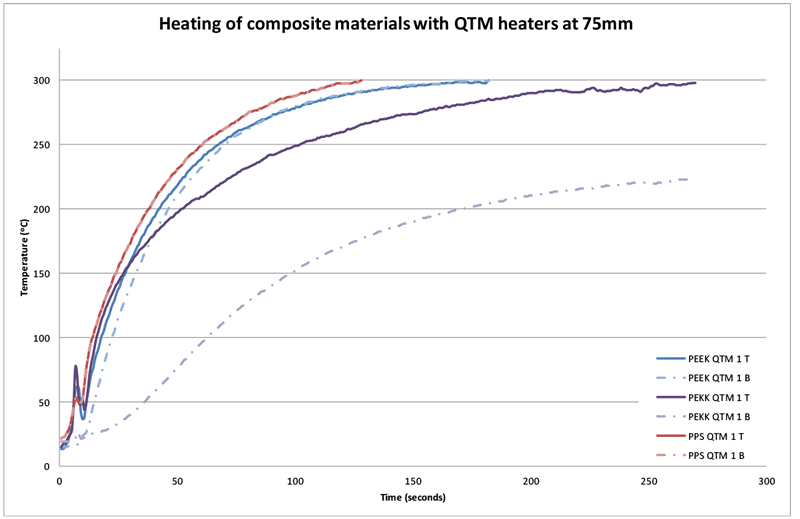
Los resultados para los elementos QTM muestran que no hay una diferencia de temperatura significativa entre la superficie superior e inferior para los materiales PEEK y PPS, sin embargo, el PPS se calienta más rápidamente y las curvas para este material son prácticamente indistinguibles. Cabe señalar que estos dos materiales son muy delgados (≈ 1mm). Como se esperaba, la diferencia de temperatura para PEKK fue mayor (75 ± 2oC) debido a su espesor (≈ 2mm). Estos resultados se muestran en la Figura 12 a continuación.
Por razones operativas, la prueba finaliza cuando los pirómetros detectan una temperatura de 300 ° C. El pico visto en los primeros 30 segundos de la prueba es reflectancia y no es una lectura de temperatura real.
Estos resultados demuestran que es posible una buena penetración IR del material para PEEK y PPS utilizando el calentador de tipo tungsteno. Sin embargo, la ecualización de temperatura para PEKK no es tan buena, como lo demuestra la diferencia de temperatura de casi 75 ° C en los últimos 18 segundos del test4.
No fue posible mover las muestras de material más cerca del calentador para analizar qué efecto tendría esto, ya que el ángulo agudo requerido para que el pirómetro viera el material distorsionaría la lectura.
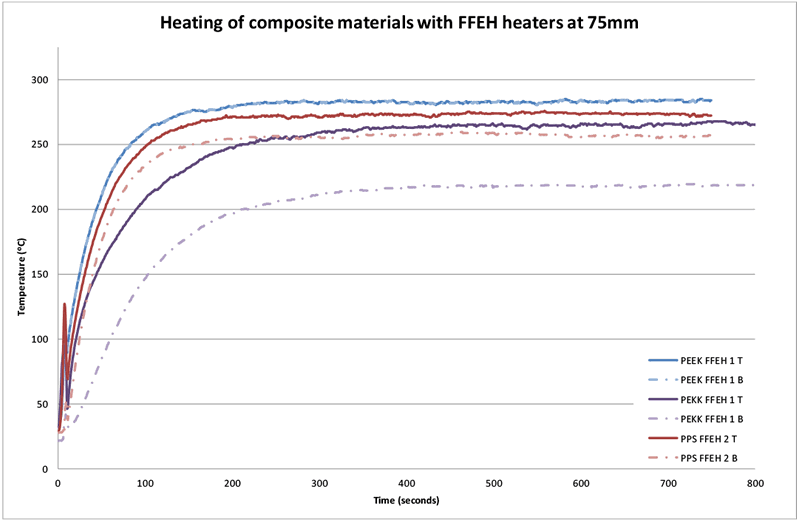
El calentamiento de las muestras con elementos huecos negros a la misma distancia (75mm) muestra una tendencia similar con una mayor diferencia de temperatura (45 ± 2 ° C) para el material PEKK más grueso (en comparación con los materiales más delgados). Las temperaturas de las superficies superior e inferior de PEEK son prácticamente indistinguibles; sin embargo, hay una diferencia en la temperatura de PPS (25 ± 2 ° C). Estos datos se muestran en la Figura 13. Esto indica que la penetración IR de PPS con radiación de longitud de onda más larga no es tan buena como con IR de tungsteno más corto, sin embargo, la ecualización de temperatura de PEKK es mejor (pero no ideal).
En la separación 75mm, las temperaturas y velocidades de calentamiento más altas se obtienen utilizando el calentador de tungsteno que parece contradecir los resultados de la platina anterior. Sin embargo, esto no debe usarse como una guía ya que solo se usó un calentador único. Además, estas características se mejorarán mediante el uso de una serie de calentadores en lugar de un solo calentador.
Conclusión
- Las pruebas realizadas y detalladas anteriormente indican que el calentamiento de los tres materiales compuestos de carbono termoplástico a un mínimo de 425 ° C es posible con halógenos de onda media y elementos huecos negros.
- Se pueden alcanzar temperaturas máximas más altas con el elemento hueco negro Ceramicx 800W (FFEH).
- El tiempo requerido para calentar PEEK a 425 ° C fue 206 segundos para los calentadores de tubo de tungsteno 2kW a 55mm y 230 segundos para elementos FFEH a 100mm
- El tiempo requerido para calentar PEKK a 425 ° C fue 102 segundos para calentadores de tubo de tungsteno 2kW a 55mm y 244 segundos para elementos FFEH a 100mm
- El tiempo requerido para calentar PPS a 425 ° C fue 88 segundos para calentadores de tubo de tungsteno 2kW a 55mm y 219 segundos para elementos FFEH a 100mm
- Las temperaturas máximas, las velocidades de calentamiento del material alcanzables y la uniformidad de la temperatura de la superficie son una función importante de la distancia a la que se montan los calentadores desde el material.
- Se logró una excelente penetración de IR y, por lo tanto, igualación de temperatura, a través del grosor del material, de PPS y PEEK con halógeno de onda media (tungsteno). La igualación de temperatura lograda con PEKK no fue tan buena como con los otros materiales.
- Se observó una excelente penetración IR y ecualización de temperatura con PEEK utilizando elementos huecos negros. Esta propiedad no era tan buena como para PEKK y PPS.
Según los datos de prueba anteriores y las separaciones cercanas entre elementos y materiales que se requieren para alcanzar las temperaturas requeridas para formar los materiales en cuestión, parece que el mejor emisor de infrarrojos es el elemento hueco completamente plano negro Ceramicx 800W. Si bien los tiempos para alcanzar las temperaturas requeridas son un poco más largos que los calentadores de tungsteno, la proximidad más cercana de los elementos utilizados conducirá a una mejor uniformidad de la temperatura de la superficie. Además, los elementos cerámicos comenzaron a temperatura ambiente y requirieron aproximadamente 12 minutos para alcanzar los niveles operativos. Por lo tanto, este tiempo podría acortarse significativamente precalentando los elementos.
También debe tenerse en cuenta que estos resultados se basan en las muestras que se pusieron a disposición para la prueba (es decir, 1mm y 2mm de espesor). El calentamiento de piezas más gruesas puede requerir cambios significativos en la tecnología de calentamiento a fin de garantizar que el perfil de temperatura, a través del grosor del material, sea uniforme y adecuado para las operaciones de formación posteriores.
1 Poliéter éter cetona
2 Sulfuro de polifenileno
3 Polietercetonacetona
4 Diferencia promedio entre las superficies superior e inferior tomadas durante los últimos 18 segundos de la prueba.
Observación
Los resultados de estas pruebas deben considerarse cuidadosamente antes de que se determine que cierto tipo de emisor de infrarrojos debe emplear.
Las repetidas pruebas realizadas por otras compañías pueden no lograr los mismos resultados. Las diferencias en las condiciones experimentales pueden alterar los resultados. Otras fuentes de error incluyen: la marca del emisor empleado, la eficiencia del emisor, la potencia suministrada, la distancia desde el material probado hasta el emisor utilizado y el medio ambiente. Las ubicaciones en las que se mide la temperatura también pueden causar variaciones en los resultados.