












| AUTEUR | DATE CRÉÉE | VERSION | NUMÉRO DE DOCUMENT |
|---|---|---|---|
| Dr. Peter Marshall | 8 Avril 2016 | V1.1 | CC11 - 00101 |
Introduction
CCP Gransden a approché Ceramicx pour construire un four infrarouge pour chauffer les matériaux préimprégnés en fibre de carbone thermoplastique pour leurs opérations de formage. Ce travail de test a été réalisé dans le cadre des fonctions définies dans la proposition commerciale (CSP 000 008). La première phase comprend l'évaluation et la sélection du chauffage infrarouge pour ce projet, la température minimale du matériau étant de 425 ° C.
Description du matériel
Trois échantillons de deux matériaux ont été reçus en morceaux 230 x 230 x 1mm. Dans ces cas, la matrice était PEEK1 et PPS2. Un échantillon plus petit de PEKK3 avec les dimensions de 200 x 150 x 2mm a également été reçu. Le matériau était rigide, lisse avec une finition noire brillante. Un petit motif était visible à la surface des échantillons de PEEK et de PPS.
Les échantillons de PEEK et de PPS ont été découpés en morceaux 115 x 115 mm. Le matériau PEKK a été coupé en morceaux 100 x 75mm.
Method
Deux familles de radiateurs distinctes ont été évaluées. halogène (QH et QT) et céramique creuse noire (FFEH). Dans chaque cas, les platines ont été montées au-dessus et au-dessous de l'échantillon de matériau à hauteur réglable.
FastIR
Un système de montage a été fabriqué pour permettre à deux des unités FastIR 500 de Ceramicx d'être montées au-dessus et au-dessous du matériau. Un FastIR 500 est composé de sept éléments chauffants montés en parallèle dans un boîtier 500 x 500 mm. L'espacement entre ces tubes est 81mm. Des éléments 1500W et 2000W 'long' (longueur totale: 473mm) ont été utilisés, donnant une sortie totale des deux unités de 21 ou 28kW respectivement. Les unités de chauffage ont été montées de telle sorte que la distance entre la surface de l’élément et l’échantillon varie entre 55mm et 95mm.
Le protocole expérimental utilisé était le suivant:
- Ventilateurs allumés
- Trois éléments de chauffage centraux allumés, en haut puis en bas
- En dehors de quatre éléments chauffants allumés, en haut puis en bas
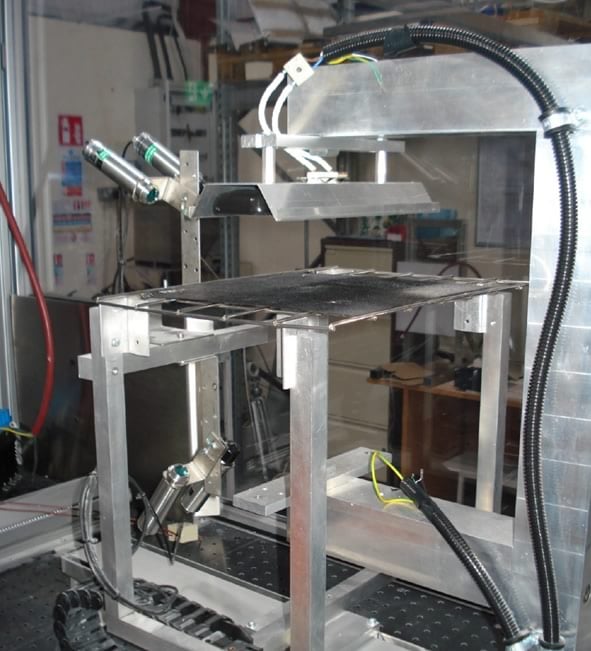
Une image d'un échantillon entre les deux unités FastIR est présentée à la figure 1. Rien n'a été utilisé pour combler l'écart entre les deux unités de chauffage
Éléments
Deux types d’éléments peuvent être montés dans l’unité FastIR; quartz halogène et quartz tungstène. Ces éléments émettent différentes longueurs d’onde infrarouge de crête; halogène à environ 1.0 - 1.2μm et tungstène entre 1.6 - 1.9μm. Chaque tube a un diamètre de 10mm, une longueur totale de 473mm et une longueur chauffée de 415mm.

Creux noir
Un plateau chauffant personnalisé a été conçu pour intégrer une matrice 2 x 7 d'éléments 800W FFEH de Ceramicx, conférant à chaque plateau 11.2kW de puissance. Cette matrice était enfermée dans un boîtier 510 x 510mm et montée dans le même cadre que le système FastIR détaillé ci-dessus. Le protocole expérimental a été utilisé; cependant, les ventilateurs n'étaient pas employés dans ces platines. La distance entre ces éléments était 65mm.
Deux distances élément-échantillon différentes ont été utilisées, 50 et 100mm. Encore une fois, l'espace entre les deux unités de chauffage est resté ouvert
Éléments
Les éléments creux noirs Ceramicx émettent des longueurs d'onde maximales dans les régimes moyen à long (2 - 10μm). Chaque élément a des dimensions de 245 x 60mm (lxw). Les longueurs d'onde plus longues associées aux éléments en céramique sont très efficaces pour chauffer de nombreux matériaux polymères.
Instrumentation
Des thermocouples de type K ont été fixés à la surface de l'échantillon à l'aide de vis M3. Le ciment céramique a été testé, mais il n’a pas adhéré à la surface du matériau. Compte tenu des températures élevées requises, aucun adhésif disponible ne resterait stable, une fixation mécanique a donc été jugée nécessaire. Les thermocouples étaient situés au centre de chaque échantillon, ainsi qu’à 10mm (bord) et 30mm (quart) à partir du bord, comme illustré à la figure 2. Ceci a placé les thermocouples directement sur les éléments de tube et au centre entre les éléments de sorte que la différence de température maximale soit enregistrée. Les données de température ont été enregistrées à une seconde d'intervalle.
Essais en sandwich
Le testeur de sandwich est une machine d’essai de réponse thermique de matériau avancée, comme le montre la figure 2. Différents types de radiateurs infrarouges peuvent être montés dans deux positions, verticalement vers le haut et le bas. Cela garantit que le matériau testé peut être chauffé par le haut et / ou le bas. Quatre pyromètres optiques sans contact sont utilisés pour déterminer les températures de surface supérieure et inférieure du matériau testé. Les émetteurs sont autorisés à se réchauffer à leur température de fonctionnement et le matériau est ensuite amené sous le ou les émetteurs pendant une période prédéterminée. Ce test a été réalisé avec 1mm 800kW tungstène (QTM) et 75mm éléments creux noirs (FFEH) au-dessus de l'échantillon pour déterminer le dispositif de chauffage offrant la meilleure pénétration à travers le matériau.
Résultats
FastIR
Cette section présente les résultats obtenus pour les tubes en tungstène et halogène pour les trois matériaux en question. Les tests ont été réalisés avec trois hauteurs de chauffage différentes (55 mm, 80 mm et 95 mm).
PEEK
Les premiers essais ont été menés avec un échantillon de PEEK et les deux appareils de chauffage FastIR avec des tubes à halogène au quartz 1500W séparés par 110mm. Les résultats de cet essai, illustrés à la figure 4, indiquent que l’échantillon n’a pas atteint la température requise.
Les éléments ont été remplacés par des tubes 2000W halogène à ondes courtes (QHL) qui ont montré que, à la même séparation, l'échantillon atteignait et dépassait la température requise à un endroit. Dans ce cas, la température maximale enregistrée était de 485 ° C; toutefois, des différences de température significatives (jusqu'à 83 ° C) ont également été détectées. Le temps requis pour atteindre la température cible de 425 ° C était de 99 secondes. Ceci a été réalisé à deux endroits seulement
Des tubes à quartz de tungstène (QTL) (2000W) ont également été examinés aux trois niveaux, la température maximale diminuant à mesure que la distance du réchauffeur augmentait. À 55mm, une température maximale et minimale de 520 ° C a été détectée. La température cible, à travers l'échantillon de matériau, a été atteinte en 206 secondes. En augmentant la distance jusqu'à 80mm, ces valeurs étant réduites à 450 ° C et 415 ° C et à 95mm au-dessus de l'échantillon, les températures maximale et minimale de l'échantillon étaient 407 et 393 ° C.
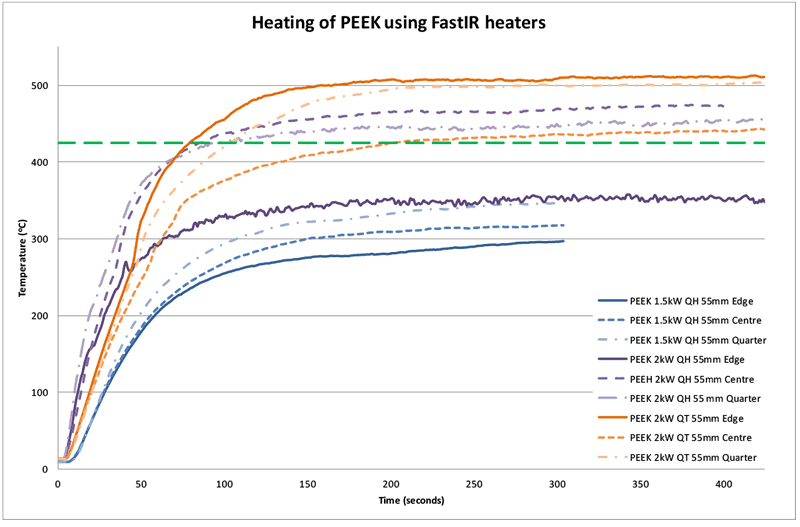
La figure 4 montre la variation de température pouvant survenir sur l'échantillon en raison de la proximité étroite des éléments chauffants avec l'échantillon, ainsi que le temps nécessaire pour chauffer le matériau à 425 ° C (206 secondes pour l'élément chauffant 2kW QT).
Les tubes en tungstène 150 ° W n’ont pas été testés, car il était jugé plus important d’augmenter la distance de chauffage que de diminuer la puissance des éléments utilisés.
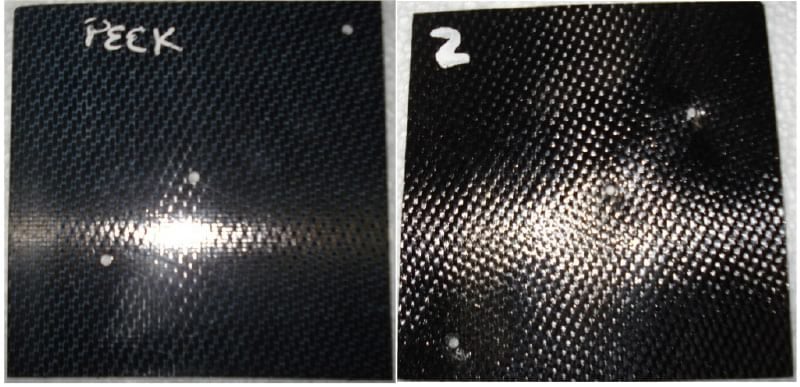
La figure 5 montre la différence visuelle dans l'échantillon avant et après chauffage.
PEKK
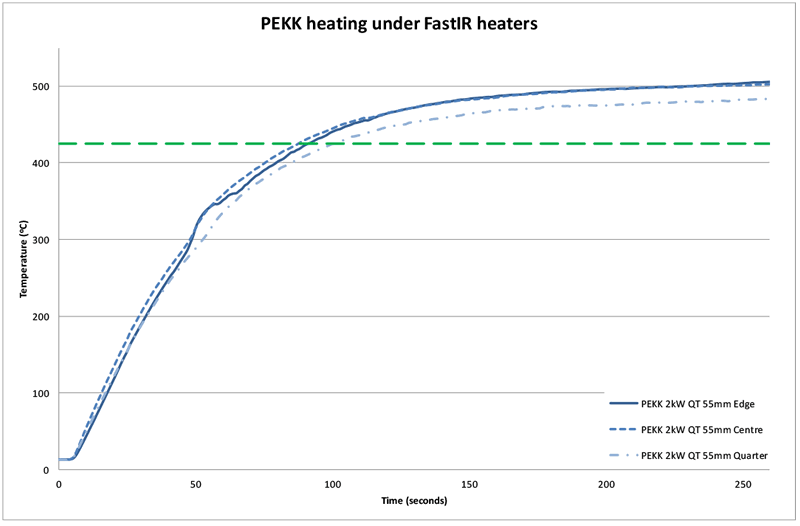
Le PEKK a été chauffé avec des appareils de chauffage au tungstène 2000W uniquement à 55mm. La réponse thermique du matériau était excellente avec des températures supérieures à 500 ° C enregistrées. La température minimale stipulée a été atteinte en secondes 102, la température maximale enregistrée dépassant 500 ° C.
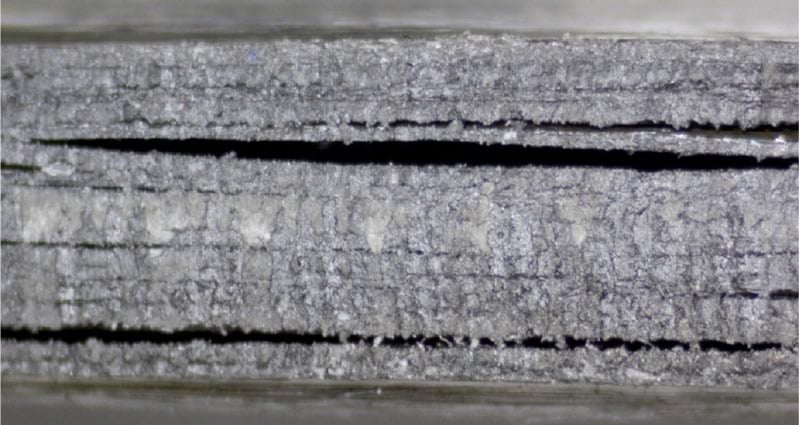
Il était à noter que cet échantillon semblait présenter des fissures et un délaminage au niveau des bords, ainsi que des distorsions superficielles à la suite d'un chauffage, comme le montre la figure 7, probablement du fait de l'absorption d'humidité pendant le stockage et du chauffage rapide qui s'est produit.
PPS
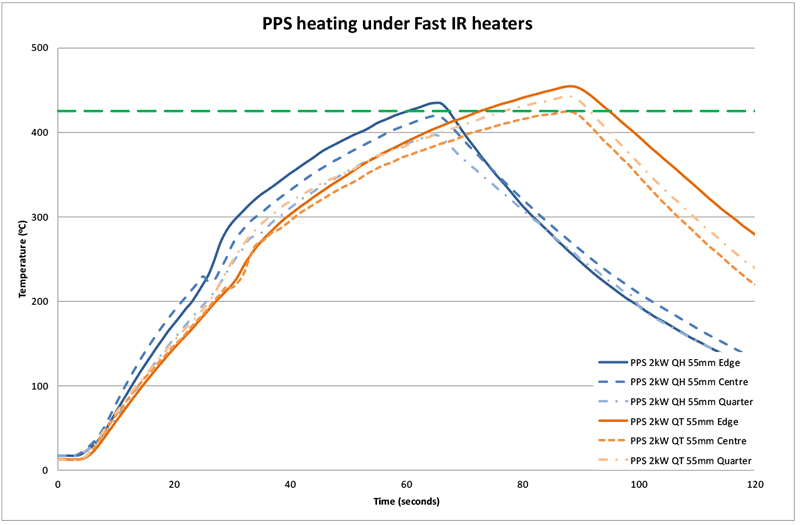
Le matériau PPS a été testé avec des appareils de chauffage à l'halogène et au tungstène 2000W. Le test des halogènes a été réalisé avec une séparation de 55mm et les tests au tungstène à 55mm et 95mm.
Les données ont encore montré que le tube de tungstène était un meilleur réchauffeur pour ce matériau (que le réchauffeur d'halogène), des températures plus élevées étant enregistrées à la séparation 55mm et une plus grande uniformité de la température dans l'échantillon. Une variation de 38 ° C a été enregistrée pour les appareils de chauffage à halogène et 30 ° C pour des appareils de chauffage au tungstène. Cette variation enregistrée sera fortement influencée par l'emplacement du thermocouple par rapport aux tubes. Les emplacements de thermocouple identiques ne sont pas garantis.
Les tests avec du PPS ont été terminés peu de temps après que le matériau ait atteint la température requise de 425 ° C car il y avait un dégagement de vapeurs d'odeur de soufre provenant des échantillons.
À une distance de 55mm, la température cible a été enregistrée après 66 et 88 secondes pour les appareils de chauffage à halogène et au tungstène à 55mm, respectivement. Lorsque les éléments chauffants au tungstène ont été montés à 95mm de l'échantillon, la température cible n'a pas été atteinte.
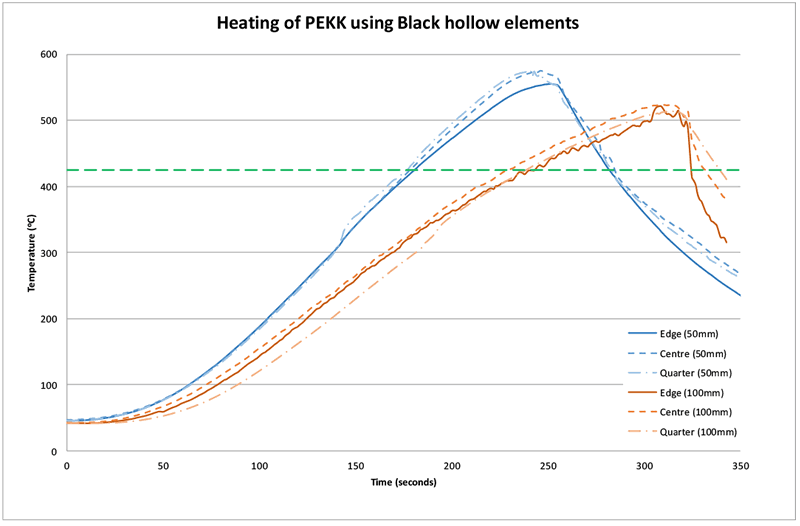
Creux noir
Les premiers essais ont été réalisés avec une séparation élément / matériau de 50mm. La montée en température du matériau a été très rapide pour tous les matériaux. Lors d’un démarrage à froid, les éléments creux mettent environ 10-12 minutes à chauffer pour atteindre des niveaux de fonctionnement stables (température de surface d’environ 700 ° C). L'augmentation de la température du matériau était globalement similaire à la courbe de chauffage de l'appareil de chauffage. Cependant, il y avait un décalage dans le temps.
PEEK
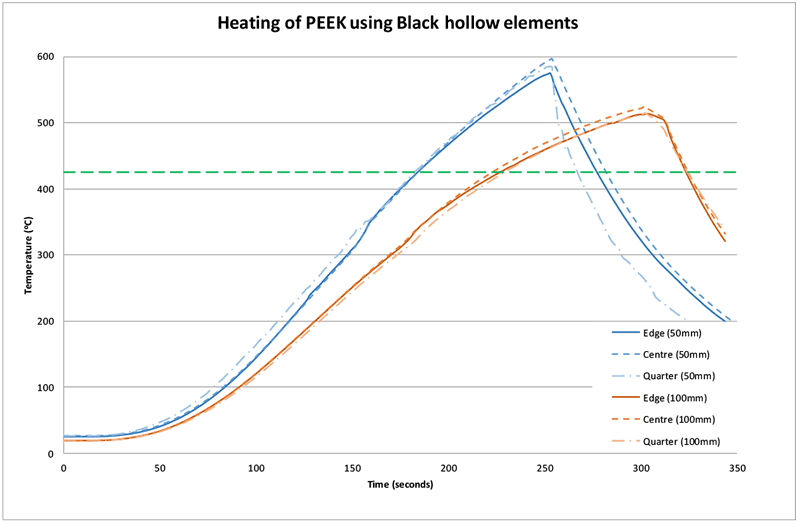
Un graphique représentant le temps nécessaire pour chauffer l'échantillon de PEEK afin d'atteindre la température de traitement requise est présenté ci-dessous à la figure 9. Cela montre que le temps de chauffage jusqu'à 425 ° C est d'environ 185 secondes à partir du moment où les éléments chauffants sont allumés à 50mm. Si la distance est augmentée à 100mm, le temps est augmenté à 230 secondes. L'échantillon a été laissé entre les deux plateaux pendant le chauffage et retiré pour refroidissement.
PEKK
Le temps nécessaire au PEKK pour atteindre le seuil minimal était légèrement plus long que pour le PEEK. Il existe deux raisons à cela: 1.) Le matériau n’absorbe pas le rayonnement infrarouge, ainsi que PEEK et 2.) L’épaisseur du matériau est deux fois plus grande (1 et 2mm, respectivement). Le temps requis pour atteindre 425 ° C à 50mm était de 181 secondes et, à 100mm, de 244 secondes
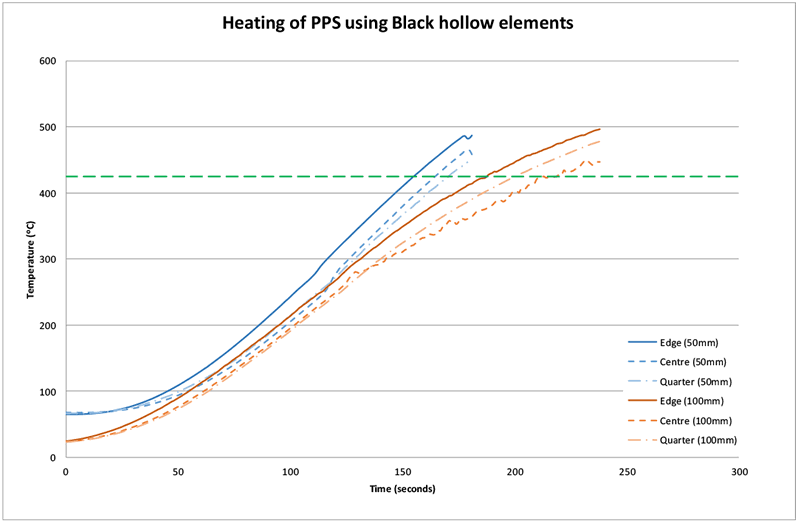
PPS
Le PPS a très bien chauffé avec les éléments creux noirs, 425 ° C étant enregistré en secondes 171 et en secondes 219 à 50 et 100mm, respectivement. La courbe de chauffage de ce matériau est illustrée à la figure 11. Encore une fois, une fumée odorante de soufre s'est dégagée, mais cette quantité n'était pas aussi importante qu'avec les éléments chauffants à halogène décrits ci-dessus. Cela peut être dû en partie à l’absence de ventilateurs à l’arrière du plateau chauffant.
Le tableau 1 ci-dessous récapitule les temps nécessaires pour chauffer les matériaux, avec des éléments en halogène, en tungstène et en céramique creuse, à la température cible. Comme le montage des éléments halogènes à des distances supérieures à 55mm n’a pas été universellement réussi, ces résultats ont été omis du tableau.
|
Matières |
Type de chauffage (puissance)
|
Tarifs Distance | Temps nécessaire pour atteindre 425 ° C |
|---|---|---|---|
| PEEK | QHL (2 kW) | 55mm | 99 |
| QTL (2 kW) | 55mm | 206 | |
| FFEH (800 W) | 50mm | 185 | |
| FFEH (800 W) | 100mm | 230 | |
| PEKK | QTL (2 kW) | 55mm | 102 |
| FFEH (800 W) | 50mm | 181 | |
| FFEH (800 W) | 100mm | 244 | |
| PPS | QHL (2 kW) | 55mm | 66 |
| QTL (2 kW) | 55mm | 88 | |
| FFEH (800 W) | 50mm | 171 | |
| FFEH (800 W) | 100mm | 219 |
Essais en sandwich
Des tests en sandwich ont été effectués pour obtenir des informations sur le transfert de chaleur à travers le matériau. Cela a été fait en chauffant l'échantillon d'un seul côté, en mesurant la température des deux côtés et en comparant les résultats. Seuls les tubes de tungstène et les éléments creux noirs ont été examinés, car, sur la base des résultats FastIR, les tubes halogènes à ondes courtes ne sont pas des appareils de chauffage adaptés aux matériaux en question.
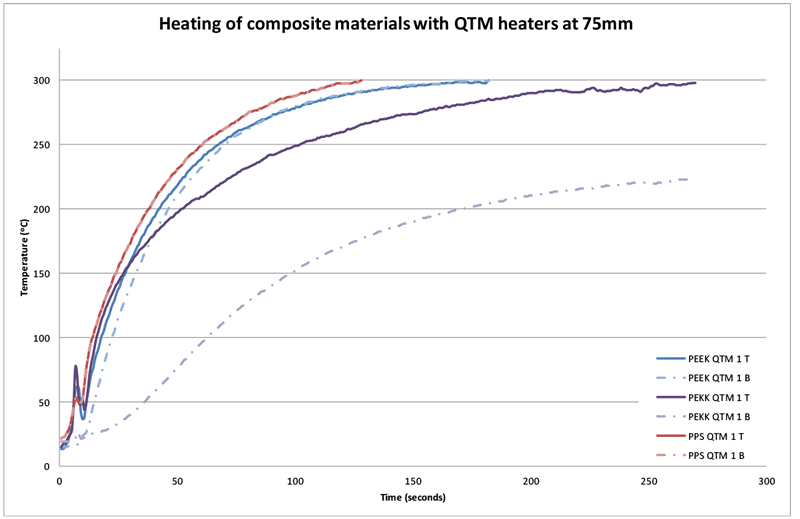
Les résultats pour les éléments QTM montrent qu'il n'y a pas de différence de température significative entre les surfaces supérieure et inférieure pour les matériaux PEEK et PPS, mais que le PPS chauffe plus rapidement et que les courbes de ce matériau sont pratiquement indiscernables. Il est à noter que ces deux matériaux sont très minces (≈ 1mm). Comme prévu, la différence de température pour PEKK était plus grande (75 ± 2oC) en raison de son épaisseur (2mm). Ces résultats sont illustrés à la figure 12 ci-dessous.
Pour des raisons opérationnelles, le test se termine lorsque les pyromètres détectent une température de 300 ° C. Le pic observé au cours des premières secondes 30 du test est la réflectance et ne correspond pas à une lecture de température réelle.
Ces résultats démontrent qu'une bonne pénétration du matériau dans le rayonnement infrarouge est possible pour le PEEK et le PPS en utilisant un appareil de chauffage de type tungstène. Cependant, l’équilibrage de la température pour PEKK n’est pas aussi bon, comme le montre la différence de température presque 75 en ° C au cours des dernières secondes 18 du test4.
Il n’était pas possible de rapprocher les échantillons de matériau de l’appareil de chauffage pour analyser l’effet que cela aurait car l’angle aigu requis pour que le pyromètre puisse voir le matériau fausserait la lecture.
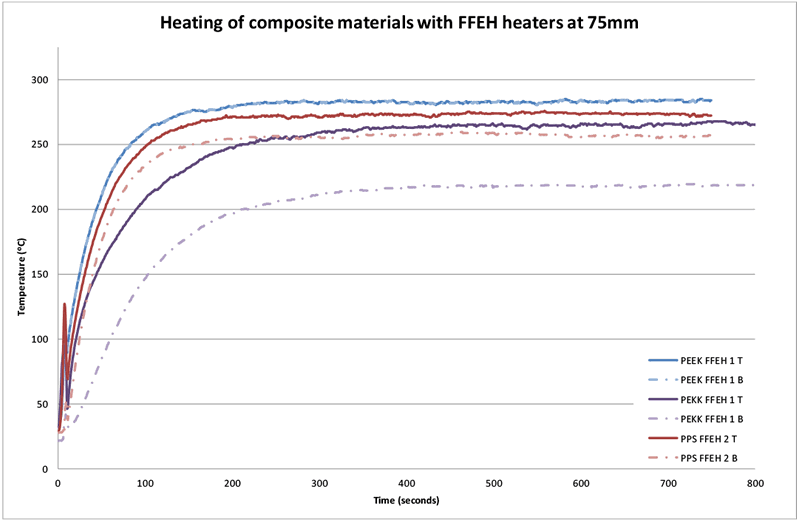
Le chauffage des échantillons avec des éléments creux noirs à la même distance (75mm) montre une tendance similaire avec une différence de température plus importante (45 ± 2 ° C) observée pour le matériau PEKK plus épais (comparé aux matériaux plus minces). Les températures des surfaces supérieure et inférieure du PEEK sont pratiquement impossibles à distinguer; Cependant, il existe une différence de température du PPS (25 ± 2 ° C). Ces données sont illustrées à la figure 13. Cela indique que la pénétration du PPS dans le rayonnement infrarouge avec un rayonnement de longueur d'onde plus longue n'est pas aussi bonne qu'avec un rayonnement infrarouge de tungstène plus court. Cependant, l'égalisation de la température de PEKK est meilleure (mais pas idéale).
Lors de la séparation 75mm, les températures et les vitesses de chauffage les plus élevées sont obtenues à l'aide de l'élément chauffant au tungstène, ce qui semble contredire les résultats de la plaque précédente. Ceci ne doit cependant pas être utilisé comme guide car un seul appareil de chauffage a été utilisé. De plus, ces caractéristiques seront améliorées en utilisant un réseau de radiateurs par opposition à un radiateur unique.
Conclusion
- Les tests effectués et détaillés ci-dessus indiquent que le chauffage des trois matériaux composites à base de carbone thermoplastique à un minimum de 425 ° C est possible à la fois avec des éléments creux halogènes à ondes moyennes et creuses noires.
- Des températures maximales plus élevées peuvent être atteintes avec l’élément creux noir (FFEH) Ceramicx 800W.
- Le temps requis pour chauffer le PEEK à 425 ° C était de 206 secondes pour les éléments chauffants 2kW pour tubes de tungstène à 55mm et de 230 secondes pour les éléments FFEH à 100mm.
- Le temps requis pour chauffer le PEKK à 425 ° C était de 102 secondes pour les éléments chauffants 2kW pour tubes de tungstène à 55mm et de 244 secondes pour les éléments FFEH à 100mm.
- Le temps requis pour chauffer le PPS à 425 ° C était de 88 secondes pour les éléments chauffants à tubes de tungstène 2kW à 55mm et de 219 secondes pour les éléments FFEH à 100mm.
- Les températures maximales, les vitesses de chauffage du matériau pouvant être atteintes et l’uniformité de la température de surface dépendent fortement de la distance à laquelle les éléments chauffants sont montés du matériau.
- Une excellente pénétration dans l'IR et par conséquent une égalisation de la température du PPS et du PEEK à travers l'épaisseur du matériau a été obtenue avec un halogène à ondes moyennes (tungstène). L'égalisation de la température obtenue avec le PEKK n'était pas aussi bonne qu'avec les autres matériaux.
- Une excellente pénétration de l’IR et une bonne égalisation de la température ont été observées avec du PEEK utilisant des éléments creux noirs. Cette propriété n'était pas aussi bonne que pour PEKK et PPS.
Sur la base des données de test ci-dessus et des séparations étroites de matériau nécessaires pour atteindre les températures requises pour former les matériaux en question, il semble que le meilleur émetteur infrarouge est un élément creux creux entièrement plat Ceramicx 800W noir. Bien que les temps nécessaires pour atteindre les températures requises soient légèrement plus longs que les éléments chauffants au tungstène, la proximité plus étroite des éléments utilisés conduira à une meilleure uniformité de la température de surface. De plus, les éléments en céramique ont été démarrés à la température ambiante et ont nécessité environ une minute 12 pour atteindre les niveaux opérationnels. Par conséquent, ce temps pourrait être considérablement réduit en préchauffant les éléments.
Il convient également de noter que ces résultats sont basés sur les échantillons mis à disposition pour les tests (c'est-à-dire l'épaisseur de 1mm et 2mm). Le chauffage de pièces plus épaisses peut nécessiter des modifications importantes de la technologie de chauffage afin de garantir que le profil de température, sur toute l'épaisseur du matériau, soit uniforme et adapté aux opérations de formage ultérieures.
1 Polyétheréther cétone
2 Polyphénylène Sulfure
3 Polyéthercétone cétone
4 Différence moyenne entre les surfaces supérieure et inférieure au cours des dernières secondes 18 du test.
Clause de non-responsabilité
Ces résultats de test doivent être soigneusement pris en compte avant la détermination d'un certain type d'émetteur infrarouge.
Les tests répétés menés par d’autres sociétés peuvent ne pas aboutir aux mêmes résultats. Les différences dans les conditions expérimentales peuvent altérer les résultats. Les autres sources d'erreur incluent: la marque de l'émetteur utilisé, l'efficacité de l'émetteur, la puissance fournie, la distance du matériau testé à l'émetteur utilisé et l'environnement. Les emplacements où la température est mesurée peuvent également entraîner une variation des résultats.