













| AUTHOR | DATE CREATED | VERSION | DOCUMENT NUMBER |
|---|---|---|---|
| Dr. Peter Marshall | 1 December 2017 | V1.1 | CC11 – 00120 |
Introduction
This paper studies the influence of exposing Ceramicx aluminised steel and stainless steel infrared reflectors to high temperatures on the reflectivity of the material. A comparison is made between new and oxidised reflectors to gauge the influence of this on the percentage radiative heat flux.
Materials
Two standard shaped reflectors (RAS 1) for ceramic elements were used in this study. Once was Ceramicx standard aluminsed steel while the other was stainless steel. The same black glazed 1000W FTE was used in all tests.
Method
The reflectors were placed in the oven at 600°C for 8 hours under standard atmospheric conditions. After heating, they were allowed to cool within the oven until cold. Once this process was completed, a 1000W black glazed FTE was fitted to the reflector and the heat flux recorded using the standard procedure.
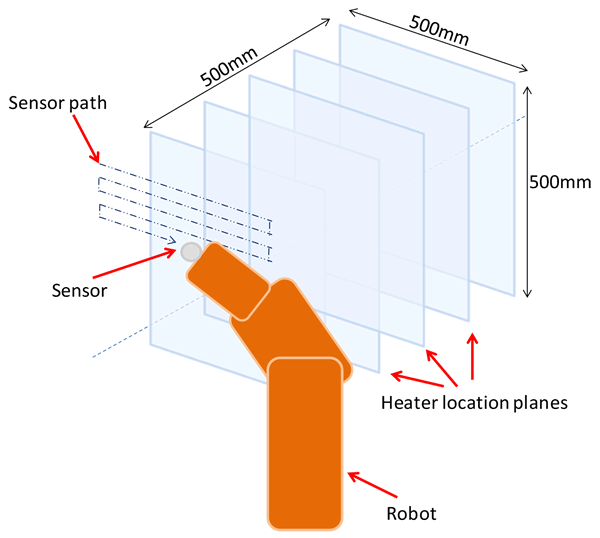
Ceramicx Herschel heat flux robot examines the total heat flux (W.cm-2) which is incident on the sensor. Heaters can be mounted in the Herschel and analysed using the 3D Infrared heat flux mapping routine. This automated system uses an infra-red sensor that is robotically guided around a pre-determined coordinate grid system in front of the heater emitter under test. The sensor has a maximum heat flux level of 2.3 W.cm-2 and measures IR in the band 0.4-10 micrometres. The coordinate system is a 500mm cubic grid in front of the heating emitter, see Figure 1. The robot moves the sensor in 25mm increments along a serpentine path in the X- and Z- directions, while the heating emitter is mounted on a slide carriage which increments in 50mm steps along the Y- direction.
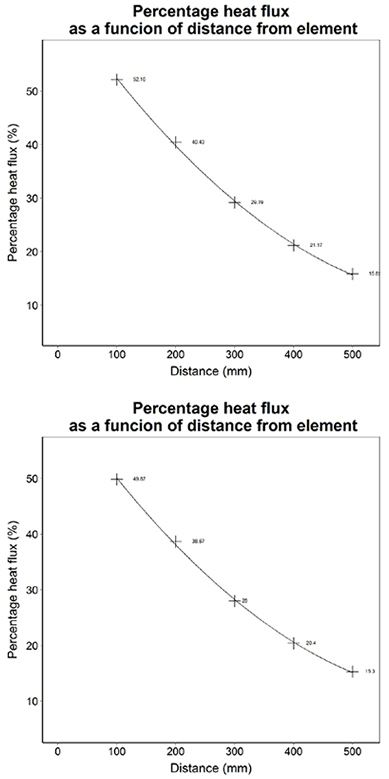
The results from the machine can be correlated into a percentage of total energy consumed returned as radiant heat flux from the heater. This decreases with distance from the heater as the radiant heat flux diverges from the heater.
Results
Heat Treatment
Following heat treatment, the aluminised steel reflector showed a matt-grey area in the central portion of the reflector while the stainless steel reflector showed deep blue/purple colour, as shown in Figure 1, below.

Heat flux measurement
Unused aluminised and stainless steel reflectors show that the maximum percentage heat flux is recorded at 100mm from the element, as is shown in Figure 3 below. The heat flux results show that the percentage heat flux recorded is higher for aluminised steel reflector than for the stainless steel reflector, consistent with much literature published to date by Ceramicx and others.
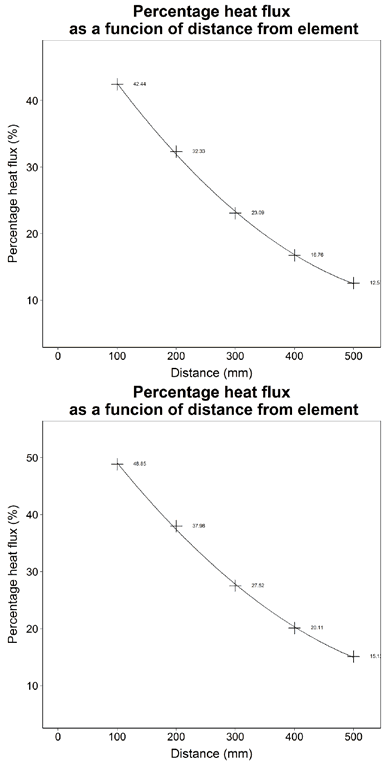
Prolonged exposure to high temperatures causes oxidation and therefore the efficiency of the reflector to drop. For aluminised steel, the visible oxide layer causes an 18.6% decrease, as shown in Figure 4, below. For stainless steel, this decrease is 2%, which is well within the limits of experimental error.
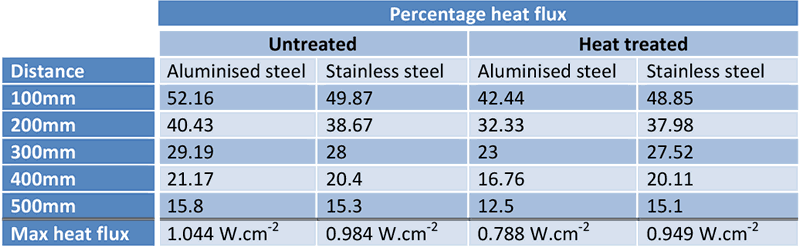
The peak heat flux for untreated aluminised steel was higher than for stainless steel. This was expected given the reflective properties of aluminised steel are better than stainless steel. Following heat treatment, Table 1 shows that the peak heat flux for aluminised steel dropped dramatically as the oxide layer on the material absorbs the infrared radiation. Conversely, the change in colour for the stainless steel reflector, in line with the percentage heat flux measurement, showed only a small decrease.
No distinct change was observed in the emission pattern of the element. Furthermore, the change in heat flux, as a function of distance, was as expected.
Conclusion
As previously shown by Ceramicx, the use of a polished aluminised steel reflector increases the percentage radiative heat flux emitted towards the heating target compared with stainless steel. For lower temperature applications, where oxidation of the aluminium is unlikely to occur, aluminised steel is shown to be a better performing material. For higher temperature applications, where aluminium oxidation is likely to occur, stainless steel is a better choice as it leads to a greater proportion of radiative energy directed towards the target material.
Disclaimer
These test results should be carefully considered prior to a determination on which type of infrared emitter to use in a process. Repeated tests conducted by other companies may not achieve the same findings. There is a possibility of error in achieving the set-up conditions and variables that may alter the results include the brand of emitter employed, the efficiency of the emitter, the power supplied, the distance from the tested material to the emitter utilised and the environment. The locations at where the temperatures are measured may also differ and therefore affect the results.