













The need for reliability
Entering the sector as mechatronic company for the automotive industry, Mecalbi quickly developed an on-demand solution for a fast moving market. Their Shrinking Tube Control Systems (STCS) offer a complete range of high quality products where it’s possible to choose from standard products as well as custom/application-specific products.
These are among the most technologically advanced systems on the market, with the latest security and safety regulations, and delivering value and benefits for every customer. With the STCS range split into two subsections – machines operating with hot air blowers and machines operating with infrared heat resistors – the infrared heating range has the advantage of being more energy efficient.
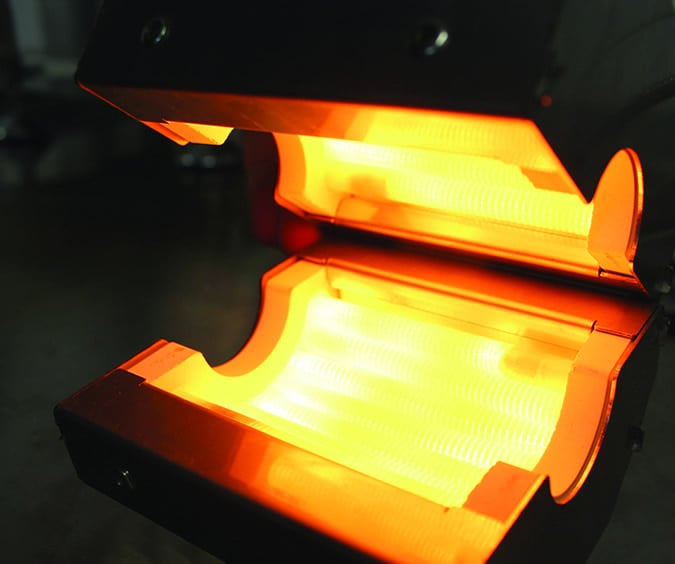
While infrared delivers the higher temperatures, it also has a higher pre-heating time to achieve the desired process temperature. Considering the high production rates of the automotive industry, STCS machines need to rely on infrared heat ovens with high degrees of robustness and reliability to lower their pre-heating times.
This is where Ceramicx and the proven quality of our infrared heaters could provide the right solution for Mecalbi and give their machines the robust and reliable infrared heat they needed.
Ceramicx quartz infrared heat
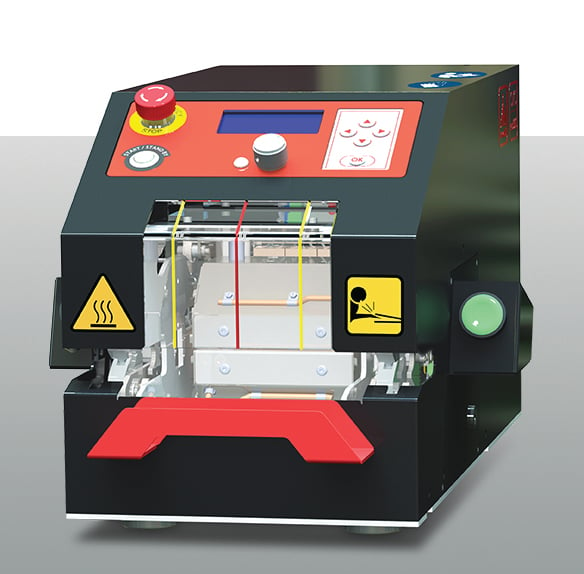
After a visit from Mecalbi to see us and our in-house capabilities, we discussed the finer details of their requirement. Firstly, their STCS-CS19 and STCS-RT machines needed a more robust form of heating, and secondly, they needed a small infrared oven for the workbench STCS-IR500 and STCS-RCM machines to process smaller parts one at a time.
With two infrared heat solutions needed, both had strict specifications in terms of power, temperature, dimensions, and reliability, and both were developed using our infrared quartz heating elements.
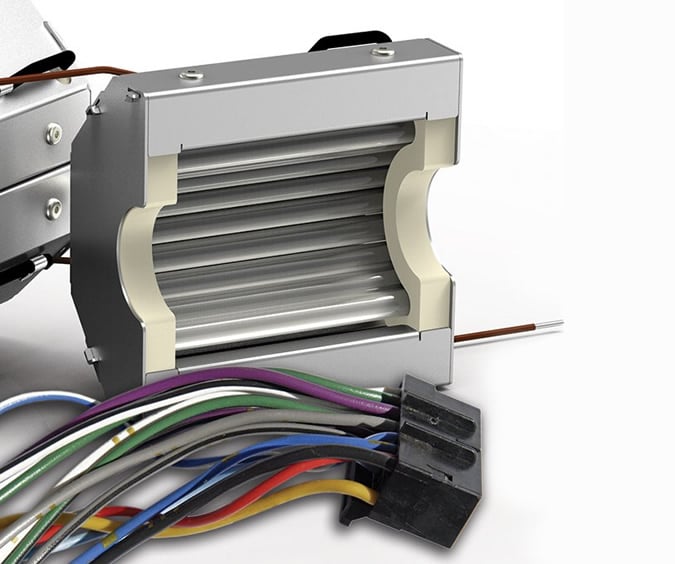
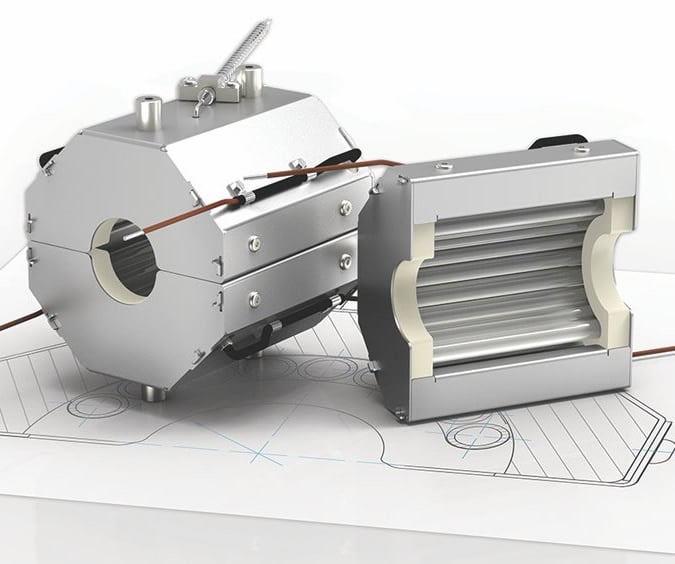
The conveyor-based STCS-CS19 machines were fitted with an array of custom quartz infrared elements with glass protection, while the movable oven of the STCS-RT machine now provides fast-response heat using the same elements. The STCS-IR500 and STCS-RCM machines again use infrared quartz technology and now give the stability and energy efficiency required.
Working together for innovative solutions
Beyond using Ceramicx quartz elements as standard in these machines, Mecalbi have since used the new infrared oven in its STCS-RCM machine for one of their major customers in a trial situation. Passing the customer’s own validation tests, feedback to Mecalbi has been positive. But Mecalbi’s own feedback about us has been equally as positive.
“Ceramicx exceeded our expectations, and went straight to the heart of the matter of what was needed by our machinery. We can honestly say, after this first partnership, that our machines have been given added value by the Ceramicx IR heating know-how, and we expect to reap the rewards with direct consequences in our image and future sales.
We expect to continue and reinforce our partnership with Ceramicx, working together to provide new and innovative solutions to the automotive industry.”
We look forward to supplying infrared heat products and designing custom solutions for Mecalbi in the coming years as we build our relationship and partnership with them.