The visiting teams spent a full day at our factory, where they were given a comprehensive overview of Ceramicx’s operations, infrared heating capabilities, and bespoke solutions.
The agenda included a hands-on look at our infrared heating elements, a guided tour of our state-of-the-art manufacturing facilities, and multiple opportunities for in-depth discussion on future collaboration.
Guests touring Ceramic Production
Key Presentations & Guest Speakers
Mattias Örtenblad and Ton Ippel attended the day on behalf of NIBE, and shared background on Ceramicx’s acquisition by the NIBE Group and discussed how the company fits into NIBE’s broader strategy of innovation, sustainability, and synergy across sectors.
Managing Director Paddy Martin offered a warm welcome and delivered an introductory presentation outlining Ceramicx’s history, product offering, and future outlook.
Our Production, Design, and Engineering Managers led guests through a detailed factory tour—covering ceramic production, quartz and engineering, tooling, testing, and packing. The complete manufacturing process was on full display, allowing our visitors to observe, ask questions, and gain a deeper understanding of both our standard products and capabilities for non-standard or custom-built solutions.
In the afternoon, Technical Sales Manager Tadhg Whooley presented a wide range of infrared heating applications that have been successfully delivered by Ceramicx across multiple industries. He also highlighted how we address custom heating requirements, supporting our clients with solutions tailored to unique and often complex project needs.
Guests from Jac. De Vries Infrarood, Heating Group International, Backer HTF, Elektrotermija, Backer FACSA, Norske Backer, Backer AB and NIBE Element
A Step Forward Together
The event was more than just a company visit—it was a significant step toward building stronger ties and driving mutual success across the NIBE ecosystem. As a trusted partner to many of the companies present, Ceramicx looks forward to continued collaboration and shared growth in the months and years ahead.
“It was very important for us to have our colleagues from NIBE Element finally visit the Ceramicx factory. Whilst the weather was unfortunately very wet and we were unable to showcase our fabulous location in beautiful West Cork, we were able to present our purpose-built factory to our colleagues and demonstrate the products and services that we can provide.
Working and developing relationships with all our intergroup partners is of vital importance if we are to extend our reach for both the supply of products and infrared heating solutions throughout the group and beyond.”— Paddy Martin, Managing Director, Ceramicx
We are pleased to share some exciting news from the Ceramicx team: our Quality Manager, Stanislav Piscako, has recently achieved ISO 14001 Lead Auditor certification. This is a significant professional milestone for Stanislav and a strategic development for Ceramicx as we continue aligning with the environmental and sustainability goals of the NIBE Group.
Stanislav Piscako, Quality Manager, inspects an FFEH element.
Following our acquisition by NIBE in 2022, Ceramicx became part of a global organization known for its strong commitment to sustainable energy solutions and environmental responsibility. NIBE Group operates in over 30 countries and is a leading player in the fields of energy-efficient heating technology and green building solutions. Their vision—“world-class solutions in sustainable energy”—is built on environmental stewardship, long-term thinking, and continuous improvement.
To comply with NIBE Group’s environmental requirements and support their long-term sustainability goals, we have now formally begun the process of working toward ISO 14001 accreditation. ISO 14001 is the internationally recognized standard for environmental management systems (EMS), offering organizations a robust framework to reduce environmental impact, ensure regulatory compliance, and continually improve environmental performance.
By pursuing this certification, Ceramicx is laying the foundation to achieve ‘approved status’ within the NIBE Group. It also reflects our broader commitment to managing our operations in a way that minimizes environmental risk and supports a greener future for manufacturing.
We are proud to take this next step in our journey as part of the NIBE family and look forward to keeping you updated as we progress toward full ISO 14001 accreditation.
David has played a pivotal role in shaping Ceramicx brand over the years – spearheading the launch of the company magazine, guiding the evolution of our logo and branding and supporting virtually every department in a meaningful way. His creativity, eye for detail and understanding of the company has left an undeniable mark.
While we’re sad to see David go, we’re deeply grateful for the impact he’s had – not just professionally but personally. He’ll be missed by the entire team.
We’re happy to announce that Rachel Harrington, who previously worked alongside David as his Marketing Assistant, is returning to Ceramicx to take up the position of Digital Marketing and Content Coordinator.
Since her time with us, Rachel has gained a wealth of experience, and we’re delighted to welcome her back. Her familiarity with our brand, combined with her fresh perspective, make her the perfect fit to carry David’s legacy forward.
Joining us for the next chapter is Carina Hourihan, our new Business Relationship Manager. With a strong background in customer relations, data gathering and building connections, Carina brings a client-first approach that aligns with who we are at Ceramicx.
We’re excited to see her strengthen relationships with customers and drive new opportunities and conversations.
(L-R) Rachel Harrington, David Hayward and Carina Hourihan
Thank you, David
To David- thank you for your years of dedication and creativity. Your presence will be missed, and your contributions will continue to shape our future. Wishing you all the best in your well-earned retirement.
Here’s to new beginnings and continued success – for all of us.
Chinaplas is an annual exhibition for the plastics and rubber industries which rotates location annually, between Shanghai in East China and Shenzhen in the South. This year 37th Chinaplas was hosted on 15th – 18th April in Shenzhen at the World Exhibition & Convention Center. 4,500 exhibitors covered 380,000 square meters of floor space, and over the 4 days hosted 281,206 visitors 68,542 (24%) from overseas.
Mr Li Ping Qiang and his team from our Chinese distributor Guangzhou Salaimi Automation Equipment Co Ltd (GSAE) and Mr Xu Shan from the HENN Group represented Ceramicx on our stand, working with our partners at the British Plastics Federation.
北京 徐先生 Mr Xu Shan, 广州 李先生 Mr Li Ping Qiang (Peter Li) General Manager of GSAE.
Mr Xu Shan, General Manger, HENN GROUP China, who has cooperated with Ceramicx for over 20 years said:,
“I consider this is a successful exhibition. We know many of the potential customers in the industrial sector and many of these customers also attend Chinaplas as exhibitors. Chinaplas provides a platform to promote the CERAMICX brand and communicate on a face to face basis, with existing customers, in addition to potential new customers and partners.”
CHINAPLAS 2026 will be held in Shanghai from 21- 24 April 2026 at the Shanghai – National Exhibition and Convention Center, Shanghai, China – We look forward to seeing you there.
Please get in contact if you would like to find out more about Ceramicx, our product range and application engineering services and support.
Ceramicx, a member of the NIBE Group, is pleased to announce the appointment of Paddy Martin as Managing Director, effective February 26, 2025. This follows the retirement of long-serving Managing Director Frank Wilson.
Paddy has been working at Ceramicx for the last 2 years as Chief Financial Officer and has accepted the position of Managing Director as of 26th February 2025.
Left to right: Christer Fredriksson – NIBE Director, Tadhg Whooley – Technical Sales Manager, Stanislav Piscako Quality Manager, Moetez Brinis – Engineering Manager, Paddy Martin – Managing Director, Mattias Örtenblad – NIBE Business Area Controller, Samantha Davies – HR Manager, Laila O’Driscoll – Master Production Scheduler, Craig Drummond – Production Manager
Senior Management Team Update
In addition to Paddy’s appointment, Tadhg Whooley (Technical Sales Manager) and Samantha Davies (HR Manager) have officially joined the Senior Management Team, working alongside the Operational Management Team.
All previous contacts within the Ceramicx team remain the same. We continue to prioritise strong partnerships with both new and existing customers, and we’re excited to explore new opportunities in infrared heating technology and thermal engineering solutions.
Please visit our team page for all up to date contacts.
Frank Wilson retired from his role as Managing Director at Ceramicx this week after 33 years at the helm of the company.
Frank and his wife Gráinne a fellow director, founded Ceramicx in 1992. The company soon moved from Schull to Ballydehob into a 715 square metre factory that grew over time to become a 3,200 square metre state of the art facility, employing over 80 people in 2 shifts exporting its products worldwide to over 80 countries.
Frank Wilson and Family
His wife Gráinne, sons Cathal and Darragh, daughter Meadhbh and their partners along with the staff joined Frank at Ceramicx on Tuesday lunchtime to wish him farewell. Frank thanked the staff with a special mention for those that had been with him over the past three decades.
All at Ceramicx wish Frank and Gráinne all the best for the future in a long healthy & happy retirement.
Using a combination of existing in house expertise in the production of Pressure Cast Technical Parts, the most modern equipment available in the market and in house services in design, mechanical, electrical and control, we can now design and build advanced bespoke tooling within Ceramicx for all your technical Ceramic needs.
Dust press
Historically, developing our own dust press capabilities enabled us to produce accessories and component parts in-house—giving us greater control over quality, lead times, and flexibility.
With excellent mechanical strength, good dielectric properties, and a high-temperature resistivity of up to 1000°C, Steatite ceramic dust has proven itself to be the material of choice for the manufacture of electrical insulators. Most commonly used in applications where a high-temperature electrical insulator is required, it operates well in cold switching applications and is also an excellent high voltage insulator.
Whether you need a few thousand or millions of parts, our versatile setup with three Dorst Press machines (ranging from 3 to 30 tonnes) is ready to manufacture specialist steatite ceramic dust press components at any scale.
Using our 5 Pressure Casting machines capable of production of technical parts with inserts and undercuts, we are now experts in accommodating steel within ceramic materials.
We are ready to support your next project with high-performance ceramic solutions, engineered and manufactured in-house for quality and reliability.
Over the past two years a revolutionary world first has been steadily established at Infrared (IR) heating specialist Ceramicx.
The benefits to Ceramicx customers have been many and varied: The company has targeted investment in pressure casting systems, together with innovative technology in machining, mould tool design and new investment in laboratories and environmental testing. Ceramicx has now successfully traded the craft variability of bench casting infrared elements for the precision of pressure casting.
Why Pressure Casting?
Sometimes in manufacturing it takes a sudden opportunity to trigger a quantum leap in quality or quantity. For Ceramicx both issues came at the same time when a leading Tier 1 automotive lighting supplier asked for a new-design volume product – a low voltage IR DC heating element to de-ice headlights with LED lighting.
Ceramicx has always made its customers a priority in every development project. This focus has led to major advancements in technical ceramic parts. These include the use of moulded-in dust-pressed parts combined with pressure-cast components. These projects typically develop and advance the art and science of IR heat work for well-defined and practical outcomes.
Ceramicx successfully completed a number of challenging new element designs. Through these projects, the company realized the full potential of its new pressure casting capabilities. This technology could now be expanded to support the core of its business—manufacturing IR heating elements. It also opened up new possibilities for designing and building engineered combinations of those elements.
Five pressure casting machines were accordingly installed over a period of time: moving the bulk of Ceramicx element production from manual bench casting towards automated and semi-automated industrial production.
Pressure Casting in action with FTE Ceramic Elements
From Handcrafted to Industrialized IR Heating
The new Ceramicx industrial pressure casting production system is today defined by a consistent flow of slip (ceramic material) that is regularly tested and constantly supplied to machine production.
State-of-the-art pressure casting machinery helps to eliminate human error and guarantees consistency in the moulded product.
Optimising air and water systems together with the in-house design and production of precision moulds also gives Ceramicx optimal control over the ceramic-based infared heating elements manufactured by the company.
A highly trained Ceramicx team keeps the pressure casting operation running smoothly. The company can now flex its modus operandi depending on the status of the order book; allowing industrialised ceramic element production.
As a result of in-house investment and increased capacity, replacing resin moulds to accommodate any new element order is a very quick task. It is machine installed, reliable and cost effective, allowing Ceramicx to mix and match different elements throughout the working shift when necessary.
Flexibility in Production and Design
Ceramicx also listened to its customer base when establishing the new product range from the pressure casting systems: For example, there was demand for a stronger and separate ‘pillar’ build from the main ceramic and quartz heating elements – vitrified and mechanically strong, accurate and insulative.
In response, Ceramicx now has a dedicated pressure casting machine specifically for pillar production – and has designed and engineered bespoke workstations for the wiring of those pillars before fitting them to the IR elements in a separate operation.
There are numerous benefits to the pressure casting revolution at Ceramicx: Unlike bench casting, the semi-automated nature of the process diminishes the possibility of human error considerably.
Instead, the pressure casting machine in combination with the precision moulds, performs all the work, ensuring uniformity in every element and providing a solid foundation for IR heating product made to tight tolerances. If a larger quantity of elements is suddenly needed, the new facilities – when combined with the skilled operators – provide the flexibility to achieve industrial production with minimal disruption.
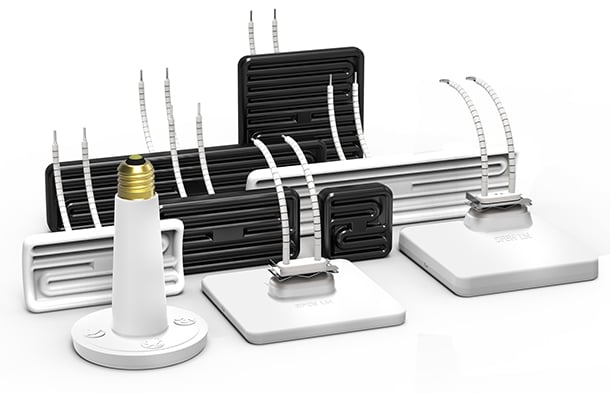
Ceramic Element Range
Ceramicx Elements Made with Pressure Casting
At the time of writing the vast majority of ceramic infrared elements are now manufactured using the pressure casting process. These elements include: FTE, HTE, FFEH, HFEH, QFEH, SFEH, SFSE-LN and the recently developed ESE bulb range.
The result of these core production changes and an investment of around 2.4 million Euros over the past four years, has been to elevate Ceramicx above the competition. The reliability of supply, design, consistency of part and increased productivity has all helped to stabilise the supply side – while also producing a technically advanced, quality infrared element at an extremely competitive price.
In-House Prototyping and Product Development
Ceramicx can now make ceramic infrared heating elements bespoke for customers at the start of any project: discuss shapes and ideas for parts and elements; get the tools designed, prototyped and built in-house, get the products checked, environmentally tested and into full production in a matter of weeks – all under the Ceramicx roof at a very effective cost.
The Ceramicx design process begins with the assistance of Advanced CAD Software such as Solidworks in addition to other mechanical and electrical design tools. Once the initial design is ready, Ceramicx creates a 3D-printed prototype via additive manufacturing. This prototype is reviewed by the company’s quality and production teams, and if necessary, with the customer, in order to ensure it meets all requirements and expectations.
Once the design is finalized, Ceramicx creates the necessary technology using a master mould. This mould is made from a special engineering polymer to ensure a smooth surface and strong stability.
Once the design phase is complete, the focus shifts to the tool room: An expert tool making team – equipped with high-precision DMG Mori machines – then casts the resin-based mould. The Ceramicx tool room operates both morning and evening shifts to ensure the process is error-free and efficient.
Advanced Testing for Real-World Conditions
When the elements come off the pressure casting line, Ceramicx tests them in its custom-built laboratory to ensure they meet performance standards. This facility – now established for ten years , houses an automated test machine, an environmental test chamber and many other devices that simulate all conditions in the field.
The environmental test chamber, for example, operates temperatures from -50 to +190 °C with humidity (%) 0 to 100%
The Ceramicx test chamber is typically used for IR heatwork in testing de-icing heaters (for automotive OEMs), simulating drying conditions for different materials and element testing under extreme conditions(e.g. A standing start at -25°C)
Every industrial innovation carries a disruption factor and a cost, and Ceramicx has certainly endured its growing pains in matching the pressure casting vision to its fundamental IR heat work over the past three years.
Day to day production
The results, however, are definitely worth the wait. The benefits of pressure casting processes over traditional craft production have been proven to be crystal clear. Having made the technology leap, Ceramicx once again leads the way in infrared element production.
Ceramicx Pressure Casting – The Benefits:
Improved product quality
Improved production throughput
Quick part design, testing and production of custom-made parts
JIT delivery of stock products – including ISO and UL qualified
Short lead times for non-standard products
International service and support
Customer focus throughout
Ready to Experience the Next Generation of Infrared Heating? Contact our team today to discuss your custom heating requirements or request a sample of our pressure-cast IR elements. infa